Контрольная работа: Системы управления автоматизированным технологическим оборудованием
Важнейшей частью любого автомата являются система и механизмы управления. Одним из важнейших определяющих признаков современных АТО обработки и сборки электронных компонентов является тип системы управления, которая реализует заданною программу работы, координирует работу всех механизмов и устройств АТО в течение рабочего цикла и выполняет ряд дополнительных функций.
Общие сведения о программном управлении станками
Повышение производительности и качества работ на металлорежущих станках связано с механизацией и автоматизацией цикла обработки и заготовки.
Под управляющей программой понимают совокупность команд на языке программирования, соответствующую заданному алгоритму функционирования станка по обработке конкретной заготовки.
В зависимости от способа задания размерной информации все системы управления станками разделяют на аналоговые (нечисловые) и числовые. Аналоговые системы управления преобразуют исходную информацию, заложенную в программоноситель в процессе подготовки производства. Программоносителями могут быть: упоры, расположенные определенным образом на станке, копиры, кулачки и распределительные валы. Исполнительные органы станка, по исходной информации, представленной в виде аналога программы перемещений, воспроизводят данную программу обработки заготовки.
Аналоговые системы управления классифицируют на следующие типы: замкнутые, незамкнутые, копировальные со следящим приводом.
Системы управления замкнутого типа осуществляют контроль исполнительного органа станка по пути (путевые), времени (временные), скорости, мощности, давлению и другим параметрам.
Системы управления с приводом от копира, кулачка, храпового механизма и другие, осуществляющие дозированное перемещение исполнительных органов станка, а также системы без усилителя мощности (копировальные прямого действия) относят к незамкнутым.
Широкое применение в станках различных типов нашли копировальные системы со следящим приводом (гидравлическим, электрогидравлическим или электрическим). Эти системы имеют обратную механическую или электрическую связь.
В качестве примера рассмотрим работу копировальной системы управления с гидравлическим следящим приводом, имеющим механическую обратную связь (рис. 1), используемую на токарном станке для изготовления из заготовки 4 фасонной детали 5 по копиру 8. Гидронасос, при работе системы, подает масло под давлением РН в правую полость гидроцилиндра 1, а левая полость его соединена со сливным трубопроводом Pc. В результате разности давлений поршень гидроцилиндра 1 со штоком начнет движение по оси Z, увлекая за собой шток следящего гидропривода 2. Дросселирующий гидрораспределитель 7 соединен с напорным РН и сливным Рс трубопроводами. Продольное движение (по оси Z) щупа 9 по копиру 8 вызывает перемещение гидрораспределителя 7 относительно корпуса, в котором он размещен. Отрыв щупа 9 от рабочей поверхности копира 8 исключает пружина 6 гидрораспределителя. В результате перемещения гидрораспределителя относительно корпуса следящего гидропривода 2 открываются дросселирующие щели, образованные корпусом и гидрораспределителем. Полости А и Б гидроцилиндра соединяются соответственно с напорным и сливным трубопроводами. Перепад давления на поршне следящего гидропривода 2 вызывает перемещение корпуса привода за дросселирующим гидрораспределителем 7, т. е. происходит слежение за перемещением щупа по копиру. Перемещение корпуса гидропривода 2 передается резцу 3, жестко связанному с корпусом.
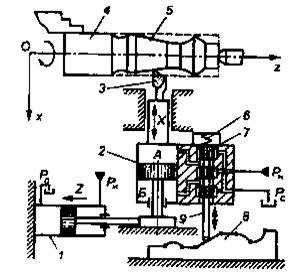
Рис. 1. Система управления копировальная с гидравлическим следящим приводом и механической обратной связью: 1 — гидроциллиндр; 2 — гидропривод; 3 — резец; 4 — заготовка; 5 — фасонная часть детали; 6 — пружина; 7 — гидрораспределитель; 8 — копир; 9— щуп
Таким образом резец 3 получает продольное перемещение (по оси Z) от гидроцилиндра 1, а поперечное перемещение (по оси X) — от корпуса гидропривода 2.
Копировальные системы широко применяют для управления обработкой детали по одной, двум и трем координатам. Возможность быстрой смены программоносителя (копира) позволяет использовать их в условиях серийного производства.
Аналоговые системы управления позволяют повысить производительность механической обработки, но не обладают достаточной гибкостью. Это обусловливает высокую стоимость переналадки оборудования.
Эволюция технологии числового программного управления происходила в тесной связи с развитием вычислительной техники и зависела от него. Без автоматизации программирования систем ЧПУ с помощью ЭВМ было бы невозможно составлять управляющие программы для обработки многих видов деталей. Кроме того, ЭВМ позволяют совершенствовать и облегчать процедуру программирования СЧПУ с использованием таких методов, как интерактивная машинная графика и речевой ввод программ.
1. ЧПУ от ЭВМ, или машинное числовое программное управление (МЧПУ).
2. Прямое цифровое управление (ПЦУ).
3. Адаптивное управление (АУ).
В системах ЧПУ от ЭВМ, или МЧПУ, традиционные управляющие устройства, реализованные на базе не перестраиваемой («жестко запаянной») аппаратуры, заменяются малой (мини- или микро-) ЭВМ. Эта малая ЭВМ используется для выполнения ряда основных функций ЧПУ с помощью программ, хранящихся в ее оперативной памяти. Одним из отличительных свойств МЧПУ является то, что здесь один станок управляется одной ЭВМ.
В отличие от этого при другом типе управления от ЭВМ -прямом цифровом управлении (ПЦУ) - одна большая ЭВМ используется для управления несколькими отдельными станками с ЧПУ.
Третий тип управления - адаптивное управление - не требует для своей реализации использования дополнительной цифровой вычислительной машины. Механическая обработка с адаптивным управлением предусматривает измерение управляющей системой одной или большего числа переменных, характеризующих процесс обработки (например, усилия резания, температуры, потребляемой мощности и т.д.), и соответствующее изменение скоростей подачи и (или) резания для компенсации нежелательных отклонений переменных управляемого процесса. Цель такого режима состоит в оптимизации процесса обработки, чего сама по себе СЧПУ обеспечить не в состоянии. Многие ранние проекты систем адаптивного управления базировались на аналоговых управляющих устройствах. Современные системы такого типа используют микропроцессорную.
Технические средства ЧПУ
Технология создания аппаратных средств ЧПУ с годами претерпела радикальные изменения. Можно выделить по меньшей мере семь поколений аппаратуры управляющих устройств:
1. Электронные лампы (около 1952 г.).
2. Электромеханические реле (около 1955 г.).
3. Дискретные полупроводниковые элементы (около 1960 г.).
4. Интегральные схемы (около 1965 г.).
5. Прямое цифровое управление (около 1968 г.).
6. ЧПУ от ЭВМ (около 1970 г.).
--> ЧИТАТЬ ПОЛНОСТЬЮ <--