Контрольная работа: Системы управления автоматизированным технологическим оборудованием
3. Обеспечение повышенных возможностей в режимах программирования и работы.
Диагностика
Управление станком. Главной функцией системы МЧПУ является управление работой станка. Это предполагает преобразование команд управляющей программы обработки детали в соответствующие движения инструмента, реализуемое посредством сервосистемы, которая связана с ЭВМ интерфейсом. Возможность удобно вводить множество различных функций управления в такой программируемый контроллер является главным преимуществом МЧПУ.
В гибридной системе машинного числового программного управления, показанной схематично на рис. 5, в состав управляющего устройства входят перепрограммируемая часть (ЭВМ) и «жестко запаянные» логические схемы, реализованные аппаратно. Аппаратные компоненты выполняют те функции, которые у них получаются лучше (например, формирование скорости подачи и круговую интерполяцию). На ЭВМ возлагаются остальные функции управления плюс другие обязанности, которые обычно не связывают с традиционными «жестко запаянными» контроллерами. В гибридной системе МЧПУ можно обойтись более дешевой ЭВМ.
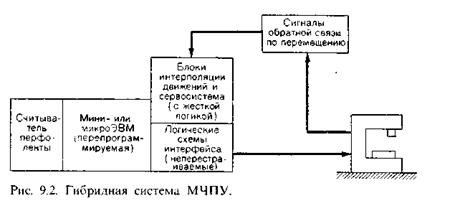
Рис 5 Гибридная система МЧПУ
Разработано две альтернативные конфигурации устройств МЧПУ:
1. Гибридные системы МЧПУ.
2. Прямые системы МЧПУ.

Рис. 6. Система непосредственного числового программного управления (НЧПУ).
При прямой конфигурации системы МЧПУ ЭВМ используется для выполнения всех функций числового программного управления. Аппаратно реализуются только элементы интерфейса, связывающего ЭВМ со станком и с пультом оператора. Интерполяция, обратная связь по положению инструмента и все другие функции осуществляются программными средствами ЭВМ. В соответствии с этим в прямой системе МЧПУ требуется более мощная ЭВМ, чем в гибридной. Преимущество прямой конфигурации МЧПУ заключается в дополнительной гибкости. Здесь имеется возможность вносить изменения в программы интерполяции, тогда как логику, «запаянную» в аппаратные схемы гибридных систем, нельзя перестроить. Схема построения прямой системы МЧПУ показана на рис. 6.
Компенсация отклонений в процессе обработки деталей. Функция тесно связана с управлением станком. Это предусматривает динамическую коррекцию движений станка, компенсирующую изменения или ошибки, которые происходят во время обработки детали.
Обеспечение повышенных возможностей в режимах программирования и работы. Гибкость программно перестраиваемых управляющих устройств позволила обеспечить много удобных возможностей при программировании системы и при обработке деталей.
Диагностика. Станки с ЧПУ-это сложные и дорогие системы. В идеале подсистема диагностики должна выполнять несколько функций. Во-первых, она должна уметь выявлять причину простоя, чтобы обслуживающий персонал мог быстрее произвести ремонт. Во-вторых, диагностическая подсистема должна чутко реагировать на признаки, предвещающие приближающийся отказ того или иного элемента. Это позволит обслуживающему персоналу своевременно заменить дефектный элемент при запланированной профилактике, что предотвратит непредвиденную остановку производства. Третья возможная функция связана с тем, что системы МЧПУ могут содержать определенное количество избыточных элементов из числа тех, которые считаются ненадежными. При отказе одного из таких элементов подсистема диагностики автоматически отключит его и задействует однотипный элемент из резерва.
Список литературы
1. Автоматизированная подготовка программ для станков с чпу, (Справочник)/ Р.Э. Сафраган, Г.Б. Евгенев, А.Л. Дерябин и др.; Под общей ред. Р.Э. Сафрагана. - К.: Техника, 1986. – 191 с.
2. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.