Контрольная работа: Технический контроль электронных аппаратов
Особенно актуальным и ответственным является контроль в автоматизированном производстве, в котором вся совокупность технологий и технических средств, связанных информационными потоками, составляет систему автоматизированного контроля (САК).
В автоматизированном производстве САК должна обеспечивать не только получение заданного качества продукции, но и безотказный ход производственного процесса.
На рис. 2.1 приведена структурная схема устройства контроля печатных плат.
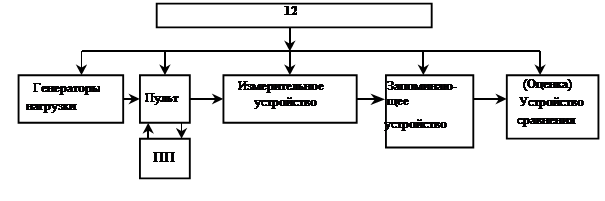
Рисунок 2.1 - Структурная схема устройства контроля ПП
В комплекс задач контроля автоматизированных производств входят также контроль за обеспечением бесперебойных потоков изделий, инструментов, приспособлений и измерительных устройств, проверка состояния информационных связей внутри комплекса и между технологическими комплексами, транспортных систем, систем управления производственным процессом.
На рис.2.2 приведена обобщенная структурная схема технического контроля качества изделий. Схема дает представление о видах контроля на разных стадиях производственного процесса.
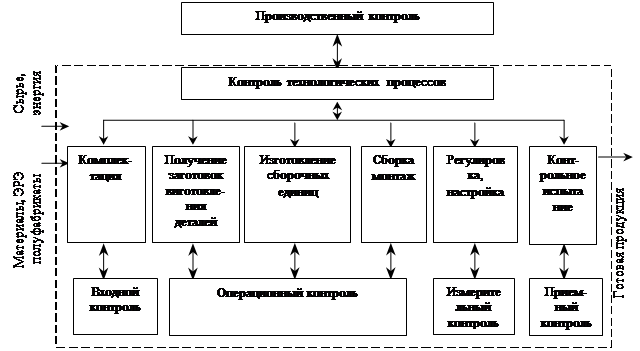
Рисунок 2.2 - Обобщенная структура системы технического контроля изделий
Система автоматизированного контроля гибкого автоматизированного производства решает такие задачи:
а) получение и подача информации о качественных, количественных, пространственных и временных параметрах продукции в процессе изготовления;
б) получение и подача информации о технологических режимах, параметрах технологической среды, транспортных и рабочих параметрах технологического процесса и оснащения;
в) сравнение фактических значений параметров с заданными;
г) подготовка результата контроля и принятие решения о форме отзыва на результат;
д) передача информации о розузгодження в систему управления соответствующего уровня;
е) получение и подача информации о выполнении функции.
На рис. 2.3 приведена схема состава основных параметров ГПС, контролируемых САК с целью получения и подачи информации.
Если объектом контроля является некоторое электронное устройство, то все параметры, контролируемые автоматизированными средствами, можно разделить на такие группы:
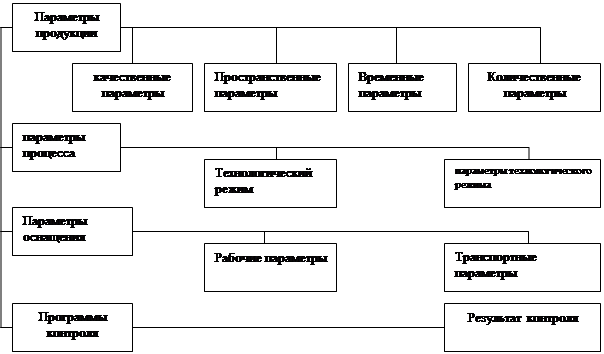
Рисунок 2.3 - Схема связей параметров, контролируемых САК в ГПС
а) параметры, выраженные электрическими величинами и не требующие дополнительных преобразований. К ним относятся: напряжение постоянного и сменного тока, сила тока, амплитуды тока и напряжения, частота прохождения импульсов, временные интервалы, сопротивления, емкости и индуктивности элементов устройств и др.;
б) параметры, выраженные электрическими величинами, нуждающимися в дополнительных преобразованиях, и параметры, измеренные косвенным путем. К ним относятся: напряжение тока высокой частоты, очень малые и очень большие токи, исходная мощность радиоприборов, коэффициенты шума и модуляции и др.;
в) параметры, выраженные неэлектрическими величинами, нуждающиеся в предыдущем преобразовании. К ним относятся: угловые и линейные величины, количество, температура, давление, количество оборотов и др.;
г) параметры, оцениваемые визуально. Существуют определенные параметры, автоматический контроль которых является трудным или нецелесообразным. К ним относятся в основном параметры, оцениваемые внешним осмотром с помощью органов чувств человека, например, дизайн объекта, удобство обслуживания и др. Особое место в технологии контроля отводится входному контролю, качество выполнения которого в значительной мере влияет на весь ход технологического процесса изготовления изделий. Входной контроль в сборочном процессе проводится с целью проверки на соответствие ТУ комплектующих элементов и узлов устройства, отбраковка изделий с дефектами и выявление скрытых дефектов или потенциально ненадежных элементов.
Причинами несоответствия комплектующих изделий техническим условиям, как правило, являются:
а) ненадежность приемочного контроля на предприятии-изготовителе;
б) физико-химические, механические и другие процессы, происходящие в изделиях в период хранения;
в) влияние разных факторов при транспортировке.
Дефекты, выявляемые на входном контроле, можно классифицировать таким образом: