Контрольная работа: Трубопроводы и арматура
Министерство образования Республики Беларусь
Учреждение образования
Борисовский государственный политехнический колледж
Контрольная работа
по дисциплине
Трубопроводы и арматура
Проверил:
2009 г.
Содержание
Понятие "труба". Классификация и область применения электросварных труб
Понятие "труба". Классификация и область применения асбестоцементных труб
Назначение и основные характеристики теплоизоляции трубопроводов
Прокладка трубопроводов в каналах. Основные требования
Классификация, достоинства и недостатки, область применения фланцевых соединений трубопроводов и арматуры
Общая классификация трубопроводной арматуры по технологическому назначению
Задвижка. Общее устройство, достоинства и недостатки, область применения, материалы
Практическое задание
Литература
Понятие "труба". Классификация и область применения электросварных труб
Под термином труба в гидравлике понимают полое цилиндрическое тело, у которого поперечное сечение целиком заполнено движущейся жидкостью или газом, причем стенки трубы испытывают, вполне определенное внутреннее давление, на которое их и рассчитывают.
В зависимости от материала, из которого они изготовлены, трубы разделяют на металлические (стальные, чугунные и др.) и неметаллические (керамические, асбестоцементные, пластмассовые и др.).
Основной характеристикой размера труб является их внутренний диаметр. Номинальная величина внутреннего диаметра или его округленное значение называется диаметром условного прохода. Величина условного прохода Dy выражается в мм и регламентируется ГОСТ 355-67 "Проходы условные трубопроводной арматуры, соединительных частей к трубопроводов". По диаметру условного прохода подбирают трубы и другие элементы трубопроводов. Для санитарно-технических устройств применяют следующий стандартизированный ряд Dy в мм: 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400,..., 4000.
Трубопроводы санитарно-технических систем могут работать как под давлением, так и без давления. В зависимости от этого различают трубы для напорных трубопроводов - напорные трубы и трубы для безнапорных трубопроводов - безнапорные.
При изготовлении сварных труб применяют электрическую и печную сварку, используют контактную электросварку сопротивлением, индукционную сварку и сварку токами высокой частоты, а также электродуговую сварку под слоем флюса или в среде защитных газов. Одной из основных операций всех технологических процессов производства сварных труб является формование трубной заготовки - сворачивание плоской заготовки (листа, ленты, штрипка) в цилиндрическую трубную. Процесс формования заготовки требует по сравнению с прошивкой (основной операцией в производстве бесшовных труб) значительно меньших затрат энергии и вследствие этого предопределяет экономичность производства сварных - труб. Формование трубной заготовки может осуществляться при обычных температурах металла и с предварительным нагревом. В соответствии с этим различают холодное и горячее формование. Холодное применяется во всех процессах электросварки труб, горячее - при печной сварке труб. Холодное формование заготовки может производиться с образованием щели между свариваемыми кромками по образующей (обычное формование) или по спирали (спиральное формование). В зависимости от размеров и назначения заготовки и труб, применяемого метода сварки для обычного холодного формования (с продольной щелью между кромками) может применяться различное оборудование: гибочные вальцы, прессы и непрерывные валковые станы. На рис.1 показана схема получения трубной заготовки из стальной ленты на валковом стане непрерывного действия. На таком стане, кроме формования заготовки в трубу, лента сваривается в непрерывную полосу, у нее обрезаются кромки, а после получения заготовки трубы она сваривается и из стана выходит готовая труба бесконечной длины, которая разрезается на отрезки любой заданной длины.
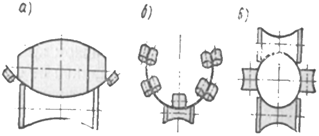
Рис.1 Схема формирования трубной заготовки на непрерывных валковых станах: а, в - валковые калибры; б - роликовый калибр
На рис.2 приведена схема контактной электросварки труб сопротивлением. Электрический ток подводится к кромкам заготовки с помощью сварочного устройства, состоящего из электродных колец 1, разделенных между собой изолятором 2, которые - являются вторичной обмоткой вращающегося сварочного трансформатора. Стык кромок сформованной трубной заготовки, который попадает в зазор между электродными кольцами, нагревается. Под давлением сжимающих сварочных валков и сварочных электродов кромки трубы свариваются.
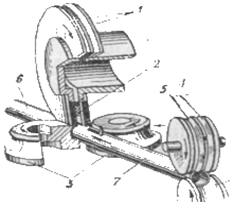
Рис.2 Контактная сварка труб методом сопротивления: 1 - электродные кольца; 2 - изолятор; 3 - сжимающие валки; 4 - формовочные валки; 5 - направляющая шайба; 6 - сваренная труба; 7-сформованная заготовка
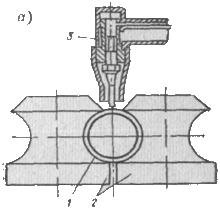
Для сварки труб, существует также сварка электродом в среде защитных газов и автоматическая сварка электродом под слоем флюса рис.3.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--