Контрольная работа: Виды и назначение посадок
НЕmin = dmin – Н/2 = 30.002 – 0.002 = 22
В качестве исполнительных размеров калибров для контроля валов принимаются наименьшие предельные размеры соответствующих сторон с допуском (равным Н1 ), направленным «в тело» калибра. Исполнительные размеры рабочего калибра скобы будут равны: ПР = 22.010+0,004 и НЕ = 22+0,004
7. Назначение посадок на резьбовые соединения
Класс точности для резьбовых соединений рекомендуется для ответственных статически нагруженных резьбовых соединений или для обеспечения повышенной соосности резьбы. Средний класс является основным для резьб общего применения.
В рассматриваемом узле рассмотрим звездочку D1 = 20 мм. К этой резьбе не предъявляются высокие требования в отношении соосности или нагруженности, потому ее можно отнести к резьбам среднего класса точности. По (4, табл. 4.28) выбираем поля допусков по среднему классу точности для наружной резьбы (болта) и внутренней резьбы (гайки) соответственно 6g и 6Н.
С учетом условий работы рассматриваемого узла можно применить резьбу метрическую с мелким шагом Р = 1 мм. Таким образом, принимаем резьбовое соединение:
М20х1–6Н/6g.
Обозначение внутренней резьбы (гайки) – М20х1–6Н.
Обозначение наружной резьбы (болта) – М20х1–6g.
Номинальный диаметр резьбы является одновременно номинальным размером наружного диаметра D гайки и наружного диаметра d болта, т.е. D=d=20 мм. По (4, табл. 4.24) находим значения среднего диаметра гайки и болта D2=d2=19.350 мм и внутреннего диаметра D1=d1=18.917 мм.
По (4, табл. 4.29) находим предельные отклонения диаметров, для внутренней резьбы:
нижнее отклонение для D, D1, D2 EI=0
верхнее отклонение для D ES – не нормируется
верхнее отклонение для D2 ES =+0.160 мм
верхнее отклонение для D1 ES =+0.236 мм
для наружной резьбы:
верхнее отклонение для d, d1, d2 es = -0.026 мм
нижнее отклонение для d ei = -0.206 мм
нижнее отклонение для d2 ei = -0.144 мм
нижнее отклонение для d1 ei – не нормируется
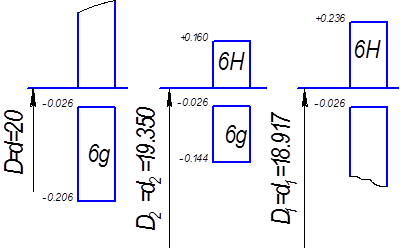
Схемы расположения полей допусков деталей резьбового сопряжения М8х1–6Н/6g по наружному, среднему и внутреннему диаметрам
Определяем предельные размеры диаметров:
Dmax – не нормируется
Dmin = D+EI =20+0=20 мм
D2max =D2+ES =19.350+0.160= 19,510 мм
D2min =D2+EI=19.350+0=19.350 мм
D1max =D1+ES=18.917+0.236=19.153 мм
D1min =D1+EI=18.917+0=18.917 мм
dmax =d+es=20+(-0.026)=19.974 мм
dmin =d+ei=20+(-0.206)=18.794 мм
d2max =d2+es=19.350+(-0.026)=19.324 мм
d2min =d2+ei=19.350+(-0.144)=19.206 мм
d1max =d1+es=18.917+(-0.026)=18.891 мм
d1min – не нормируется.
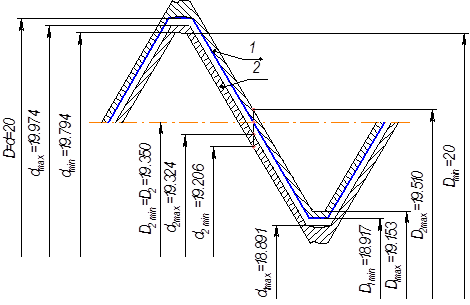
Предельные размеры контуров резьбовых деталей сопряжения М8х1–6Н/6g: внутренней резьбы (гайки); 2-наружной резьбы (болта)
Контролируемые показатели точности зубчатого венца (m=3, z=35, 8-В ГОСТ 1643–81)
| Нормы точности | Показатели точности | Обозначение допуска | Значение допуска, мкм |
| Кинематической | Допуск на радиальное биение зубчатого венца | Fr | 45 |
| Допуск на накопленную погрешность шага зубчатого колеса | Fp | 90 | |
| Допуск на кинематическую погрешность зубчатого колеса | Fi ¢ | 104 | |
| Плавности работы | Допуск на местную кинематическую погрешность | fi ¢ | 36 |
| Предельные отклонения шага по зубчатому колесу |
±fpt | ±20 | |
| Допуск на погрешность профиля | ff | 14 | |
| Контакта зубьев | Суммарное пятно контакта: по высоте зуба не менее | - | 40% |
| по длине зуба не менее | - | 50% | |
| Допуск на непараллельность осей | fx | 25 | |
| Допуск на перекос осей | fy | 12 | |
| Допуск на направление зуба | Fb | 25 | |
| Бокового зазора | Наименьшее дополнительное смещение исходного контура | EHS | 160 |
| Допуск на смещение исходного контура | TH | 140 | |
| Наименьшее отклонение толщины зуба по постоянной хорде | Eсs | 120 | |
| Допуск на толщину зуба по постоянной хорде | Te | 100 |
8. Нормирование точности зубчатых колес
При выборе степени точности и контролируемых показателей точности зубчатых колес необходимо учитывать назначение и условия эксплуатации передачи.