Контрольная работа: Защитные покрытия деталей РЭС-4
Введение
В производстве РЭС существует большое разнообразие покрытий как целых устройств, так и элементов. Эти покрытия во многом определяют надежность работы РЭС. Покрытия при производстве РЭС преследуют различные цели, среди которых наиболее существенными являются: защита поверхности от коррозии; получение красивого внешнего вида; придание поверхности изделия более высокой механической прочности, высокой электропроводности.
По материалу пленок покрытия разделяются на металлические, химические и лакокрасочные.
При выборе покрытия необходимо учитывать условия работы изделия и отдельных деталей.
Легкие условия работы имеют герметизированные и теплоизолированные детали, а также детали РЭС, устанавливаемые в закрытых помещениях, в которых не содержатся промышленные газы.
Средние условия эксплуатации имеют детали негерметизированной аппаратуры, работающей в условиях наружной атмосферы при Т – 60±70о С и относительной влажности воздуха 70÷95%.
В жестких условиях работают детали негерметизированной РЭС при непосредственном воздействии дождя и снега при температуре от -60÷+70о С и относительной влажности воздуха до 98%, в условиях морской и тропической атмосферы, а также РЭС, установленной в местах, доступных скоплению промышленных газов.
1. Гальванические покрытия
Гальванические покрытия являются металлическими покрытиями и широко используются для защиты поверхностей деталей от коррозии и придания им красивого внешнего вида. Физической основой гальванических покрытий является процесс электрохимического осаждения, то есть такое явление, при котором постоянный электрический ток проходит через электролит и вызывает электрохимическую реакцию разложения его. При этом на катоде происходит осаждение чистого металла, а на аноде происходит реакция окисления и переход в электролит положительно заряженных ионов металла анода. В качестве электролитов используются растворы солей и кислот, тип и содержание которых определяется видом гальванического покрытия.
В зависимости от характера защиты изделия от коррозии все металлические покрытия подразделяют на анодные и катодные. Анодными называют покрытия, электрохимический потенциал металла которых в данной среде более электроотрицателен, чем электрохимический потенциал основания. Катодными называют покрытия с обратным соотношением потенциалов. На рис. 1 показана схема коррозии железа, покрытого цинковой (а) и медной (б) пленками.
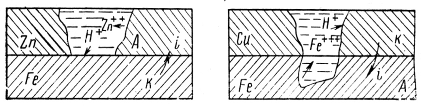
Рис. 1. Схема коррозии железа, покрытого цинковой (а) и медной (б) пленками
В случае нарушения целостности цинкового слоя и заполнения трещины влагой образуется гальванический микроэлемент цинк-железо. Во внешней цепи микроэлемента потечет ток от железного к цинковому слою, так как электродный потенциал железа (-0,44 В) больше, чем у цинка (-0,76 В). Во внутренней цепи от цинковой пленки к железному основанию катионы Zn2+ будут перемещаться к аноду, а Н+ в направлении поверхности железа; пойдет реакция вытеснения водорода по схеме
Zn2+ + H2 O = ZnO + 2H.
Водород, выделившийся на поверхности железа в виде пузырьков газа, защищает его от химической коррозии до тех пор, пока не растворится весь цинковый слой. В этом случае цинковая пленка защищает основание от коррозии не только механически, но и электрохимически.
В случае пленки из меди, ток в микроэлементе потечет во внешней цепи от медного слоя (+0,34 В) к железу (-0,44 В). В этом случае катионы Fe3+ будут уходить в раствор, а Н+ к поверхности медной пленки. Реакция вытеснения водорода пойдет по схеме
2Fe + 3H2 O = Fe2 O3 + 6H.
Следовательно, медная пленка не только не защищает основание от электрохимической коррозии, но и поддерживает этот процесс. В случае катодного покрытия пленка металла защищает основание механически, но не электрически.
В табл. 1 приведены значения электродных потенциалов чистых металлов.
Таблица 1
| Металл | Электродный потенциал | Металл | Электродный потенциал |
| Магний | -2,4 | Олово | -0,14 |
| Алюминий | -1,66 | Свинец | -0,126 |
| Цинк | -0,76 | Водород | 0,000 |
| Хром | -0,71 | Медь | +0,34 |
| Железо | -0,44 | Палладий | +0,799 |
| Кадмий | -0,40 | Платина | +0,19 |
| Никель | -0,23 | Золото | +0,42 |
При любом виде гальванических покрытий стремятся уменьшить разность потенциала основного металла и покрытия с целью увеличения адгезии и снижения электрохимической коррозии.
Основные требования, предъявляемые к гальваническим покрытиям: высокая адгезия пленки, мелкозернистая структура, минимальная пористость, равномерная толщина покрытия.
Технология нанесения гальванических покрытийсостоит из следующих основных этапов: подготовка поверхности; нанесение покрытия; промывка и сушка; контроль толщины покрытия.
Подготовка поверхности заключается в механической обработке, обезжиривании и травлении.
Механическую обработку производят с целью повышения чистоты поверхности, удаления неровностей (заусенцев, острых кромок, сварочных брызг), продуктов коррозии. Для этих целей в гальванических цехах применяют гидропескоструйную обработку, шлифование и полирование, галтовку (обработку во вращающихся барабанах с загруженными опилками, песком и т.д.), крацевание (обработку стальными, медными или латунными щетками).
Для удаления жировых загрязнений животного и растительного происхождения применяют химическое обезжиривание в водных растворах: едкого калия (КОН) или едкого натра (NaOH), кальцинированной соды (NaCO3 ), жидкого стекла (NaSiO3 ). Удаление загрязнений минерального происхождения (минеральных смазок, масел) производят предварительной промывкой деталей в органических растворителях (бензин, керосин), с последующей обработкой более энергичными растворителями – ацетоном (С3 H6 O), трихлорэтиленом (С2 HСl4 ), четыреххлористым углеродом (ССl4 ).
Хороший эффект удаления жировых загрязнений, особенно с поверхностей мелких деталей, получают при ультразвуковой очистке, которую осуществляют в специальных ваннах с водными растворами щелочей или с органическими растворителями. Кроме того, ультразвуковая очистка применяется для удаления полировочных паст после полирования.
Травление применяется для удаления с поверхности пленок и окислов обезжиренных и промытых деталей. Травление производится обычно в растворах серной, соляной и азотной кислоты. Заключительной операцией подготовки поверхности является декапирование (легкое травление), которое осуществляется погружением деталей в 5–10 процентный водный раствор серной или соляной кислоты, или их смеси.
Для гальванических покрытий мелких деталей применяют вращающиеся ванны (колокола) с наклонной осью вращения. Колокол, изготовленный из стали, внутри покрыт резиной или термопластичной пластмассой, на которые укладывают медные контактные пластины – катоды. Анодная пластина крепится на неподвижно крепящейся штанге. Детали насыпают на дно ванны, наполненной соответствующим электролитом. Во время покрытия колокол вращается, что обеспечивает равномерное осаждение металла по поверхностям всех деталей. Крупные детали покрываются в стационарных ваннах, которые оборудуются специальными транспортерами, обеспечивающими перемещение деталей параллельно анодам.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--