Курсовая работа: Экспериментальное исследование сварочных процессов
 .
.
Рассчитываем изотермы в пределах от х=-0,8 см до х=46,45 см. приведены Графики изотерм представлены ниже.
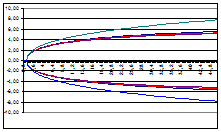
Данные изотермы построены для температур Тнир , ТАС1 , ТАС3 , ТМн (перечислены в порядке возрастания эксцентриситета вдоль оси ОХ).
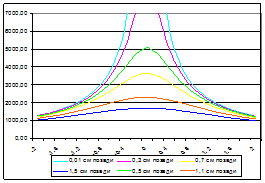
3.5 Расчёт распределения температур в поперечном сечении шва
Проводим расчёт распределения температур в поперечном сечении шва, т. е. вдоль оси Y, на поверхности металла при х={1; 2; 3; 4} см. Расчёт ведем по формуле, выведенной в разделе 4.3. Графики представлены ниже.
Термический цикл точек сварного соединения.
Термический цикл строим для ![]() . По формуле для ширины зоны с температурой выше заданной,
. По формуле для ширины зоны с температурой выше заданной,  см. Для построения графика используем формулу
см. Для построения графика используем формулу
 .
.
График представлен ниже.
3.6 Определение протяжённости отдельных участков в ЗТВ
Величина ЗТВ зависит от способа сварки, её режима, химического состава свариваемого и присадочного металла, физических свойств свариваемых металлов, и т. д. Увеличение сварочного тока, снижение скорости сварки увеличивают ширину ЗТВ.
Протяжённость отдельных участков ЗТВ для стали 30ХМА определим из строения ЗТВ для данного сварного соединения. Температурные интервалы участков:
1. участок неполного расплавления: ![]() ,
,
2. участок перегрева: ![]() ,
,
3. участок нормализации: ![]() ,
,
4. участок неполной перекристаллизации: ![]() ,
,
5. участок рекристаллизации: ![]()
6. участок синеломкости: ![]() .
.
3.7 Распределение максимальных температур в поперечном сечении шва
Для определения протяжённости отдельных участков ЗТВ необходимо построить график распределения максимальных температур в поперечном сечении шва.
Для построения этого графика используем формулу
![]() (7.12 [1]).
(7.12 [1]).
График распределения максимальных температур в поперечном сечении шва показан ниже.

Ширины зон с температурами, превышающими характерные температуры, приведены ниже:
| ширина участка | |||
| Тпл | 1536 | 0,57 | см |
| Тпере | 1500 | 0,58 | см |
| Тпере2 | 1100 | 0,61 | см |
| Тнорм | 905 | 0,78 | см |
| Тнпкр | 727 | 0,80 | см |
| Трекр | 450 | 0,94 | см |
| Тсине | 200 | 0,96 | см |
Откуда можно видеть, что ширины соответствующих зон составляют:
| ширина зоны | в см |
| Неполного расплавления | 0,01 |
| Перегрева | 0,03 |
| Нормализации | 0,17 |
| Неполной перекристаллизации | 0,02 |
| Рекристаллизации | 0,14 |
| Синеломкости | 0,02 |
4. Анализ процесса формирования первичной структуры сварного соединения
Кристаллизация расплавленного металла состоит из двух элементарных параллельно протекающих процессов: зарождения зародышей, или центров кристаллизации, и роста этих центров кристаллизации.
В зависимости от способов образования зародышей различают гомогенную и гетерогенную кристаллизацию. В чистом от примесей металле при охлаждении зародыши образуются из наиболее крупных фазовых флуктуаций жидкой фазы, выделение которых связано с флуктуациями энергии (гомогенное зарождение). В технических металлах всегда имеются дисперсные включения примесей, на поверхности которых и происходит образование центров кристаллизации (гетерогенное зарождение).
В результате воздействия сварочного источника тепловой энергии основной металл начинает плавиться, а металл, ограниченный изотермой Т=Тпл , образует сварочную ванну. Сварочная ванна перемещается по свариваемому изделию вместе с источником тепловой энергии. После затвердевания расплавленного металла сварочной ванны образуется шов.
На кристаллизацию расплавленного металла сварочной ванны оказывают влияние следующие условия: