Курсовая работа: Электроконтактная наплавка
Рис. 9 Схема пластической деформации ЭКН по способу КПИ
Образование литого ядра обеспечивает надежное соединение однородных материалов с измельчением, растворением и перемешиванием поверхностных оксидов и загрязнений в образованной ванне, но связано с увеличением ЗТВ в металле основы. Поэтому более рациональной представляется схема наварки, предусматривающая получение сварного соединения в твердой фазе.
При наваривании проволоки на цилиндрическую деталь по спирали в месте контакта второго и последующих витков с ранее наваренными, вытесненный предыдущей проволокой металл основы становится препятствием для образования сварного соединения между боковыми поверхностями проволок.. Вытекшие с металлом основы поверхностные оксиды из зоны контакта проволоки и детали остаются между боковыми поверхностями проволок, что значительно снижает качество наваренного слоя. Одним из путей устранения этого недостатка является создание в зоне соединения (рис. 9) таких температурно-деформационных условий, при которых металл основы 2 вытеснялся бы между проволоками 1 на поверхность. Для решения этой проблемы на кафедре электросварочных установок НТУУ «КПИ» был предложен способ ЭКН проволоки и разработано оборудование для его осуществления [1]. Сущность данного способа заключается в одновременной подаче под электрод пакета из нескольких проволок (рис 9), расположенных на некотором расстоянии одна от другой, и приваривания их одним импульсом сварочного тока. При этом сохраняются температурно–деформационные условия системы деталь–присадка, а одновременная приварка нескольких проволок в ряд обеспечивает вытеснение пластичного металла детали между проволоками на их поверхность. Этот способ может рассматриваться как развитие известного способа наварки проволоки в высаженную канавку согласно методу Б. М. Аскинази. Однако способ КПИ предполагает совмещение по времени и энерговложению операций высаживания канавки и приварку проволоки.
Недостатками способа ЭКН сварочной проволокой является ограниченная износостойкость наносимого покрытия, так как не все материалы можно изготовить в виде сплошной проволоки или прутка. Дальнейшее увеличение износостойкости наносимого покрытия при одновременном сокращении расхода легирующих элементов возможно только при широком использовании композиционных порошковых материалов.
Наварка порошковых материалов. Использование свободных порошков позволяет готовить широкую гамму композиций различных технологических и эксплуатационных свойств, имея в наличии небольшую номенклатуру порошков матричных, технологических и упрочняющих материалов. Наварку производят сухими порошками со свободной их подачей под сварочные ролики.
Технологические варианты наплавки
При упрочнении плоских поверхностей длинномерных деталей основной технологической схемой является прокатка порошкового слоя роликовым электродом (рис. 10). Токоподвод может осуществляться либо непосредственно через деталь (рис. 10, а), либо с помощью дополнительного роликового электрода (рис. 10, б). По схеме рис. 10, а может происходить выброс ферромагнитного порошка из зоны припекания, в результате чего покрытие формируется с большим количеством пор, наплывами, а коэффициент использования порошка не превышает 0,8. Выброс порошка и снижение качества покрытия обусловлены влиянием электродинамических сил, возникающих в результате взаимодействия электрического тока, проходящего по детали, и его магнитного поля с током, проходящим через электрод и слой порошка, и его магнитным полем. При осуществлении процесса по схеме рис. 10, б такого явления не наблюдается.
Для уменьшения износа электрода, а также для устранения налипания порошковых материалов на контактную поверхность роликового электрода между последними и порошковым слоем целесообразно вводить технологическую медную или латунную ленту толщиной 0,1–0,2 мм (рис. 10, в). При нанесении твердосплавных металлических порошков, когда требуется приложение к слою значительных давлений (DР>О,7 МН/м), возможен токоподвод непосредственно через технологическую прокладку. Верхний ролик выполняется из жаропрочной стали.
Основная технологическая схема электроконтактного припекания порошка (ЭКПП) проста, надежна и может использоваться для большой группы деталей [6].
В настоящее время широко применяется ЭКПП предварительно сформированных покрытий. Порошок с помощью плазмы или газопламенного устройства напыляют на поверхность заготовки (рис. 10, г), после чего она подвергается воздействию давления с одновременным пропусканием электрического тока. Указанный способ позволяет эффективно упрочнять крупногабаритные детали, оплавление которых после напыления практически невозможно. Электроконтактное припекание предварительно напыленных покрытий дает возможность получать слои с высокими физико-механическими свойствами, которые существенно превосходят характеристики оплавленных покрытий.
Для упрочнения торцовых поверхностей применяются схемы с коническим электродом (рис. 10, д). Конусность электрода выбирается из условия предотвращения явления проскальзывания в контакте.
Особой разновидностью нанесения покрытий на плоские поверхности длинномерных деталей является использование в качестве электрода скошенного пуансона, совершающего циклическое возвратно-поступательное движение (рис. 10, е). Порошок, находящийся под скошенным пуансоном, в результате переменной по длине прессуемого участка толщины слоя спекается неодинаково. При последующем цикле прессования после перемещения пуансона на величину шага припекания происходит повторное спекание и доуплотнение предварительно спеченного участка за счет его нагрева и доуплотнения. Это позволяет повысить плотность нанесенного слоя. Для повышения производительности процесса можно применять два роликовых электрода, установленных в одной плоскости друг за другом и воздействующих на слой порошка с возрастающим давлением.
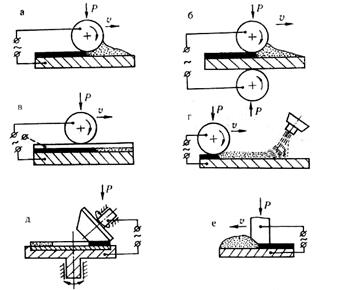
Рис. 10. Технологические схемы нанесения покрытий на плоские поверхности: а – с одним роликом; б – с двумя роликами; в – с использованием фольги или «нейтрального» ролика; г – с предварительным напылением; д. – с коническим роликом; е – с электродом–пуансоном.
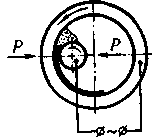
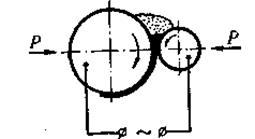
Основные технологические схемы, используемые для нанесения покрытий на внутренние и внешние цилиндрические поверхности, представлены на рис. 11.
Для обеспечения стабильности физико-механических свойств припеченных износостойких слоев на цилиндрических и в ряде случаев на длинномерных плоских поверхностях необходима точная дозировка порошкового материала, поступающего в зону припекания в зависимости от величины тока припекания.
Применяющиеся в настоящее время дозирующие устройства для электроконтактной наплавки металлических порошков не позволяют решить поставленную задачу. Это связано с тем, что требуемый расход порошкового материала определяется сечением крана бункера и давлением порошка, масса которого изменяется в процессе упрочнения. Вследствие значительного удельного веса металлических порошков давление на слои, прилегающие к отверстию крана, в процессе наплавки существенно изменяется. Кроме того, требуемая величина толщины слоя порошка регулируется вручную, что приводит к ошибкам, снижающим качество металлопокрытия.
 |
 |
|
Рис.11. Технологические схемы нанесения покрытий на цилиндрические детали. а – на наружные; б–на внутренние поверхности |
В ИНДМАШ АН БССР разработано специальное устройство, позволяющее обеспечить автоматическое регулирование поступающего в
зону припекания порошкового материала в зависимости от величины тока припекания. При переходе на новый режим устройство гарантирует стабильное поступление порошка при постоянном значении тока в начале (при заполненной емкости бункера) и в конце припекания (при опорожненном бункере). Такое устройство позволяет снизить до минимума непроизводительные потери порошкового материала при припекании.
В качестве основного дозирующего элемента устройство включает в себя дроссель, образованный двумя дугообразными пластинами, выполненными из токопроводящего материала, которые соединены с источником тока электродом и деталью. Внешние (контактирующие) поверхности пластин покрыты слоем изолирующего материала.
При включении источника тока через пластины электрод и деталь начинает протекать электрический ток Схема соединения пластин с источником тока выполнена таким образом, что через пластины электрический ток будет протекать в противоположных направлениях при этом его магнитные поля взаимодействуют создавая нормально направленные к поверхности пластин раздвигающие электромагнитные силы, которые, преодолевая усилие подпружиненных упоров, раздвигают пластины. В образовавшийся зазор начинает поступать порошок из дозирующего бункера в зону припекания.
Разработанное устройство существенно повышает эффективность процесса электроконтактного припекания, автоматически обеспечивая постоянное отношение количества порошка к величине тока припекания, т. е. стабильное качество припеченного порошкового слоя [6].
Особенностью наварки свободных порошков является низкая толщина наплавленного слоя. Ее оценивают половиной толщины слоя частиц порошков, располагающихся между сварочными роликами и наплавляемой поверхностью детали перед прохождением импульса тока. Экспериментально установлено (рис. 12, кривые 1 и 2), что свободные частицы порошкового материала (ПМ) при малом давлении сварочного ролика интенсивно выдавливаются из пространства между ним и деталью. При давлении значительно ниже рабочего диапазона в этом пространстве остается слой толщиной в шесть-семь хлопьевидных или двух-трех округлых частиц. При дальнейшем увеличении давления толщина слоя снижается весьма медленно, видимо, в результате деформации частиц [2].
ПМ при наварке нагревается по всей толщине слоя в силу множественности переходных сопротивлений внутри него, нагревается и смежный участок детали. ПМ спекаются в пористый слой и соединяются с поверхностью детали.
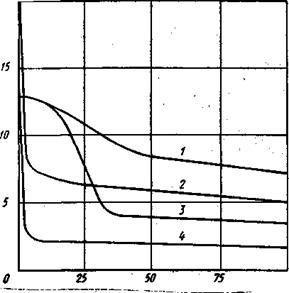
Рис. 12. Зависимость числа слоев частиц nпорошковых материалов от давления Р:1 – ППЛ (ПЖ-ЗС, толщина слоя 2,6 мм); 2 – порошок ПЖ-ЗС (4 мм); 3 – ППЛ (40% ПГ-СР2 и 60% ПГ-ФБХ6-2, 2,6 мм); 4 – порошок ПГ-СР2 (4 мм).
В зависимости от интервалов температур плавления различных ПМ, входящих в состав наплавляемой композиции, по отношению к температуре нагрева слоя частицы ПМ в результате наварки претерпевают неодинаковые изменения. Частицы относительно тугоплавких материалов остаются неизменными или дробятся, среднеплавких – пластически деформируются и спекаются, легкоплавких – расплавляются и заполняют поры между частицами, имеющими более высокие температуры плавления, весьма легкоплавких расплавляются, интенсивно окисляются, испаряются, сгорают.