Курсовая работа: Электроконтактная наплавка
Развитие современного машиностроения характеризуется повышением эксплуатационных параметров работы машин, в результате чего использовавшиеся ранее технологические процессы и материалы часто не отвечают возросшим требованиям надежности и долговечности. Упрочнение деталей путем нанесения покрытий позволяет снизить расход легированных сталей при одновременном повышении ресурса работы машин.
Одним из эффективных способов нанесения износостойких покрытий является электроконтактная наплавка (ЭКН).
Электроконтактное нанесение покрытий характеризуется высокой производительностью, низкой энергоемкостью, минимальной зоной термического влияния тока на металл вследствие малой длительности импульса, отсутствием необходимости в использовании защитной атмосферы ввиду кратковременного термического воздействия на материал покрытия, обеспечивает высокие гигиенические условия труда.
Этот способ может применяться для упрочнения деталей с плоской поверхностью различной протяженности, с цилиндрическими и коническими поверхностями. Кроме того, электроконтактный метод может применяться для наращивания металла на поверхность изделия с целью восстановления первоначальных размеров изношенной детали.
ОБЗОР СПОСОБОВ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ
Сущность способа ЭКН заключается в нагреве присадочного материала и приконтактного объема металла восстанавливаемой детали импульсами электрического тока и их совместной пластической деформации, обеспечивающей образование физического контакта, активацию контактных поверхностей и объемное взаимодействие покрытия и материала основы.
В качестве присадки при ЭКН применяются как порошковые материалы, так и компактные материалы (сплошные металлические ленты и проволоки, порошковые ленты и проволоки). В случае использования в качестве присадки порошковых материалов процесс называется электроконтактное припекание (ЭКП). Припекание – технологический процесс, заключающийся в нанесении на поверхность восстанавливаемой детали порошковой формовки или слоя порошка с целью получения двухслойного материала путем нагрева до температуры, обеспечивающей спекание порошкового материала и образования прочной диффузионной связи с деталью.
Наварка стальной ленты. Металлическая лента используется для восстановления деталей типа тел вращения (валы, оси, ролики).Для этого используют отожженные СЛ. В этом случае теплота выделяется в основном на переходном сопротивлении лента – деталь. Наплавленный слой (определение «наплавленный слой» в принципе некорректно.) формируется в результате соединения СЛ с поверхностью детали. Его толщина практически равна толщине СЛ. Ленты почти всех марок стали при наварке значительно упрочняются (наблюдали даже упрочнение слоя, наплавленного лентой стали 08). Получаемая твердость пропорциональна содержанию углерода в стали.
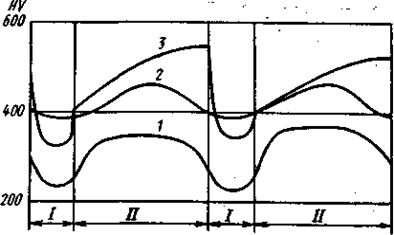
Рис. 1. Твердость наплавленного слоя: 1 – сталь 20; 2 – ЗОХГСА; 3 – 65Г (I – ЗТВ последующего импульса тока на участок слоя, наплавленный ранее; II – зона наплавленного слоя без последующего термического воздействия).
Упрочнение происходит неравномерно (рис. 1). Наиболее интенсивно упрочнение происходит в зонах наплавленного слоя, не подвергающихся термическому воздействию последующих импульсов тока (см. рис. 1, зона II). Площадь этих зон составляет 50–90% от общей площади наплавленной поверхности. Остальная часть наплавленного слоя разупрочняется при наварке смежных участков в результате повторного термического воздействия. Степень разупрочнения повышается при увеличении содержания углерода в стали и снижении содержания легирующих элементов.
При правильном выборе режима наплавленные слои являются практически беспористыми. Однако с повышением содержания углерода возрастает вероятность образования в наплавленном слое сетки трещин. Поэтому электроконтактную наварку СЛ наиболее целесообразно применять для восстановления и упрочнения деталей, имеющих большой запас усталостной прочности [2].
Недостатками наплавки металлической лентой являются сравнительно низкая прочность сцепления покрытия с основой, тонкий слой наплавленного металла. Увеличить толщину наплавки в данном случае не представляется возможным. Более толстое покрытие позволяет получить ЭКН сварочной проволокой.
Наплавка сварочной проволокой Электроконтактную наплавку осуществляют на специальной установке (рис. 2.) совместным деформированием наплавляемого металла и поверхностного слоя металла основы, нагретых в очаге деформации до пластического состояния короткими (0,02–0,04 с) импульсами тока 10–20 кА. В результате каждого из последовательных электромеханических циклов процесса на поверхности металла основы образуется единичная площадка наплавленного металла, перекрывающая соседние. Деформация наплавляемого металла за цикл составляет 40 – 60%. Наличие пластической деформации присадочного материала дает возможность повысить прочность сцепления покрытия с основой [7].
Электроконтактную наплавку применяют для ремонта металлических поверхностей и получения биметаллических изделий.
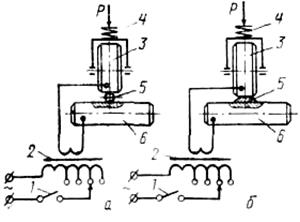
Рис. 2. Схема установки электроконтактной наплавки:
а – начальное состояние; б – конечное состояние; 1 – прерыватель тока; 2 – трансформатор; 3 – наплавляющий ролик, 4 – амортизатор; 5 – присадочная проволока; 5 – образец
Технологические варианты наплавки
Основная технологическая схема. Сплошной слой металла образуется по этой схеме путем наплавки спиралевидных перекрывающихся по ширине валиков металла (рис. 3.).
Наплавка производится одним наплавляющим роликом. Присадочная проволока додается в зону наплавки и фиксируется с помощью направляющей втулки, жестко закрепленной относительно ролика. Положение каждого витка спиралевидного валика, обеспечивающее перекрытие его с соседним, определяется только скоростью перемещения ролика относительно образующей вращающейся детали.
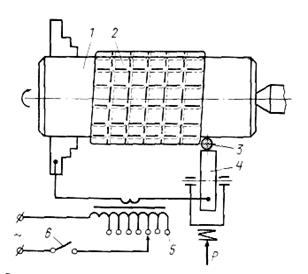
Рис. 3. Основная технологическая схема электроконтактной наплавки 1 – наплавляемая деталь, 2 – наплавленный металл; 3 – присадочная проволока, 4 – наплавляющий ролик; 5 – трансформатор, 6 – прерыватель тока
При наплавке очередного витка присадочная проволока вследствие деформации контактирует с ранее наплавленным валиком. Присадочная проволока и участок металла предыдущего витка нагреваются током наплавки и совместно деформируются, в результате чего происходит их соединение. Даже при дополнительной цепи тока наплавки, средняя плотность тока на единицу площади контакта присадочная проволока – деталь не снижается, а прочность соединения с металлом второго (и любого последующего) витка не меньше прочности соединения первого витка. Это объясняется тем, что суммарная длина контакта любого поперечного сечения единичной площадки второго витка с учетом контакта с предыдущим валиком не превосходит длины контакта того же сечения первого валика с поверхностью детали.
Основная технологическая схема наплавки проста, надежна и может считаться оптимальной для большой группы изделий.
При наплавке по рассматриваемой технологической схеме размеры внешнего контура изменяются соответственно перемещению наплавляющего ролика, поэтому значения тока в начале и в конце наплавляемого участка различны. В связи с этим изменяются в некоторых пределах прочность на отрыв, усталостная прочность, твердость наплавленного металла.
Недостатком схемы является повышенный местный износ ролика, при его зачистке после наплавки очередного участка удаляется часть поверхности ролика, не участвовавшая в работе, поэтому предпочтительнее последовательное использование всей контактной поверхности ролика.
Основная технологическая схема электроконтактной наплавки проста и надежна, недостатки ее не являются определяющими.
Двухзаходная технологическая схема . Сплошной слой металла образуется по этой схеме последовательной наплавкой двух спиралевидных валиков с увеличенным шагом (рис. 4.); на поверхности основного металла наплавляют спиралевидный валик с зазором между соседними витками. Второй спиралевидный валик наплавляют в зазор между витками первого спиралевидного валика.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--