Курсовая работа: Эскизный проект автоматической линии механической обработки детали винт, объём выпуска 300000 шт/год
t р – время на рабочие ходы;
t в – вспомогательное время;
t п – время простоев.
015 Токарная
![]()
020 Токарная
![]() увеличим число станков до 6
увеличим число станков до 6
![]()
025 Токарная
![]() увеличим число станков до 6
увеличим число станков до 6
![]()
030 Фрезерная
![]()
035 Фрезерная
![]()
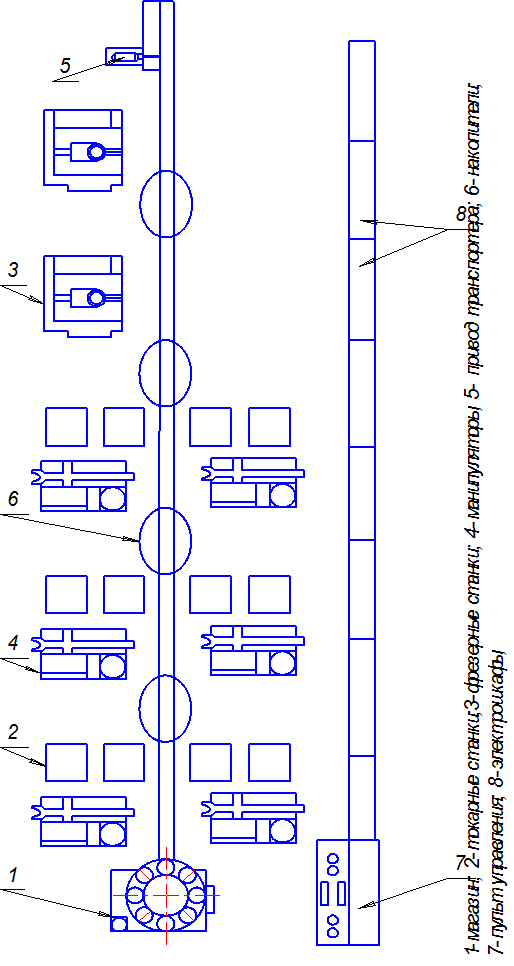
Компоновка автоматической линии.
Понятие “компоновка автоматических линий” включает комплекс вопросов, касающихся выбора оборудования и их планировки, размещения на линии межоперационных заделов и бункерных устройств, выбора числа потоков обработки деталей, транспортных устройств и.т.д.
В данной линии расположение станков линейное. Преимуществом линейной компоновки является то, что при ней не требуется больше одного транспортера для перемещения деталей и удаления стружки, облегчается обслуживание линии благодаря свободному доступу ко всем станкам.
По наличию бункерных загрузочных устройств – линия с накопителями. По способу транспортирования деталей – с принудительным перемещением, что позволяет перемещать заготовки в любом направлении и с любой скоростью.
Вычислим фактическую производительность на операции 025:![]()
 ,
,
где t р – машинное время автомата;
t в – время холостых ходов;
t п – время простоев;
q – количество рабочих позиций в автоматической линии;
n уч – количество участков;
р- число потоков (число станков) на лимитирующей операции;
Фактическая производительность больше потребной.
Устройство активного контроля.
Устройства активного контроля предназначены для контроля, каких-либо параметров деталей, непосредственно на рабочем месте и позволяют быстро перенастроить оборудование, если данный параметр не удовлетворяет техническим требованиям указанным на чертеже.
Активный бесконтактный способ измерения шероховатости шлифованной поверхности.
Изобретение относится к станкостроительной промышленности и касается способов контроля шероховатости. Сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором. Кроме того, высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации. Предлагаемый активный бесконтактный способ измерения шероховатости шлифованной поверхности позволяет объективно оценить высоту микронеровностей поверхностного слоя обрабатываемой детали, предупредить брак, установить оптимальные режимы при максимальной производительности абразивной обработки, расширить область применения и повысить достоверность измерения шероховатости при любой абразивной и лезвийной обработке, а также снизить трудоемкость в подготовке к измерению.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ