Курсовая работа: Эскизный проект автоматической линии механической обработки детали винт, объём выпуска 300000 шт/год
Известен количественный способ оценки шероховатости поверхности, заключающийся в измерении микронеровностей с помощью двойного микроскопа В.П. Линника [1] . Одна часть микроскопа обеспечивает освещение исследуемой поверхности, вторая часть - для наблюдения и измерения профиля поверхности.
Недостаток известного способа заключается в том, что деталь, шероховатость поверхности которой должна быть измерена, необходимо снять со станка и установить на столике прибора, т. е. способ не позволяет производить измерение непосредственно на станке и тем более во время шлифования, а это увеличивает время настройки и измерения, снижает производительность контроля и делает невозможным активное воздействие результатов измерения на процесс обработки.
Задача изобретения - расширение области применения и повышение достоверности измерения шероховатости поверхности при любой абразивной обработке, а также снижение трудоемкости в подготовке к измерению, при этом активно воздействовать на процесс обработки, заканчивая или продолжая обработку в зависимости от результатов измерения.
Поставленная задача достигается предлагаемым активным бесконтактным способом измерения шероховатости шлифованной поверхности, при котором сканирующее устройство лазерного излучения направлено на участок зоны резания, при этом сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором, кроме того, высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации.
Сущность предлагаемого способа поясняется чертежами применительно к плоскому шлифованию периферией круга с аксиально-смещенным режущим слоем.
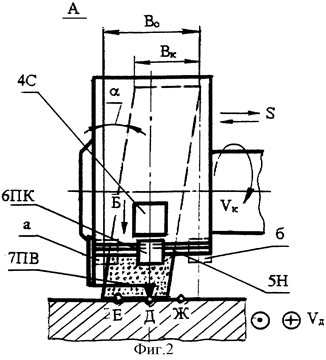
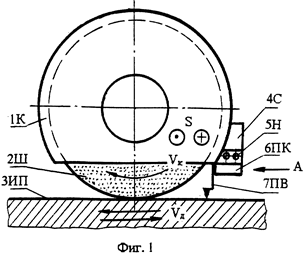
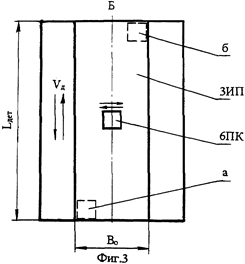
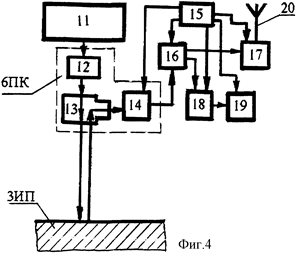
На фиг.1 показана схема измерения шероховатости шлифованной поверхности предлагаемым активным бесконтактным способом и крепление сканирующего устройства для реализации способа на кожухе шлифовального круга с аксиально-смещенным режущим слоем, вид сбоку; на фиг.2 - вид А на фиг.1; на фиг.3 - вид Б на фиг.2; на фиг.4 - блок-схема сканирующего устройства, выполняющего функции контрольно-передающего элемента; на фиг.5 - блок-схема приемно-регистрирующего элемента.
Активный бесконтактный способ измерения шероховатости шлифованной поверхности осуществляется с помощью устройства, состоящего из двух элементов.
Смонтированный на кожухе 1К шлифовального круга 2Ш первый контрольно-передающий элемент, выполненный в виде сканирующего устройства, в своем составе имеет генератор импульсов 11 (фиг.4), диод лазерного излучения 12, линзовую фокусирующую систему 13 излучения и приема луча, отраженного от измеряемой поверхности ЗИП (фиг. 1), высокочувствительный фотоприемник 14 (фиг. 4), который питается от источника питания 15, усилитель сигналов 16, модулятор 17 с передающей антенной, логическое устройство 18 перемещения каретки 6ПК (фиг. 1), (в которую входят вышеперечисленные диод 12 (фиг.4), линзовая система 13 и фотоприемник 14) и микродвигатель 19, который перемещает каретку 6ПК (фиг.1) по направляющим 5Н.
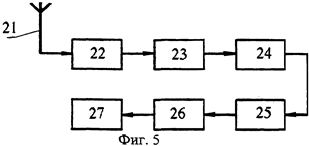
Второй элемент устройства - приемно-регистрирующий (фиг.5) в своем составе имеет приемную антенну 21, приемник 22, принимающий высокочастотный модулированный сигнал, демодулятор 23, который детектирует сигнал, выделяя низкочастотную составляющую, фильтр 24, выделяющий полезный сигнал, усилитель сигналов 25, аналого-цифровой преобразователь 26; модуль 27 для связи с регистрирующим прибором (это может быть персональный компьютер (ПК) с соответствующим программным обеспечением).
Активный бесконтактный способ измерения шероховатости шлифованной поверхности осуществляется следующим образом.
Перед началом работы по измерению шероховатости контрольно - передающий элемент (фиг. 1, 2) в виде сканирующего устройства 4С и каретки 6ПК, установленной на направляющих 5Н с возможностью перемещения вдоль высоты круга, монтируют на кожухе 1К. Для включения в работу сканирующего устройства служит путевой выключатель 7ПВ, выполненный в виде Г-образного рычага. Пока рычаг 7ПВ контактирует с обрабатываемой поверхностью устройство включено и производится измерение, при выходе шлифовального круга из зоны контакта с заготовкой при перебеге устройство выключается.
После установки контрольно-передающего элемента абразивный круг правят и балансируют известными способами (не показано).
В процессе обработки при вращении абразивного круга и продольного перемещения стола с заготовкой каретка 6ПК перемещается по направляющим 5Н из положения "а" в положение "б", охватывая всю зону шлифования Во (см. фиг.3).
При следующем ходе стола с заготовкой каретка 6ПК из положения "б" возвращается в положение "а" и т. д. На высокочувствительные слои фотоэлемента 14 воздействует лазерный луч, выработанный генератором импульсов 11 и диодом лазерного излучения 12 и прошедший через линзовую фокусирующую систему 13 излучения и приема луча, отраженного от измеряемой поверхности ЗИП.
Преобразованный фотоэлементами лазерного излучения в электрический аналоговый сигнал поступает с фотоприемника 14 на вход усилителя-согласователя 16.
Усиленный сигнал преобразуется модулятором 17 в высокочастотный спектр и пересылается передающей антенной 20 на приемную антенну 21 приемно-регистрирующего элемента (фиг.5).
Питание контрольно-передающего элемента (фиг.4) осуществляется при помощи автономного источника питания 15, вмонтированного в сканирующее устройство 4С, закрепленное на кожухе 1К.
Приемная антенна 21 (фиг.5) и приемник 22 принимают высокочастотный сигнал величины шероховатости и передают его на демодулятор 23, который детектирует, выделяя при этом низкочастотную часть спектра, фильтр 24 исключает паразитные и выделяет полезную составляющие сигнала, которая подается на вход усилителя 25, где усиливаетcя по напряжению.
Усиленный сигнал величины шероховатости преобразовывается в цифровой вид в аналого-цифровом преобразователе 26. Цифровой эквивалент шероховатости фиксируется и обрабатывается прибором регистрации и контроля 27, который при снижении и ухудшении шероховатости поверхности по причине затупления или засаливания шлифовального круга, или по другим причинам выдает предупреждающий сигнал оператору или может подать управляющий сигнал системе управления станком с целью правки шлифовального круга или изменения режимов абразивной обработки при переходе, например, к выхаживанию и т.п.
Для окончательной обработки сигнала может использоваться персональный компьютер ПК с соответствующим программным обеспечением.
Контрольно-передающий элемент состоит из подвижной каретки, в которой вмонтированы диод лазерного излучения, линзовая фокусирующая система излучения и приема луча и фотоприемник, причем каретка имеет возможность осевого перемещения по направляющим, которые прикреплены к кожуху шлифовального круга. Остальные части контрольно-передающего элемента сканирующего устройства (генератор импульсов, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения каретки и микродвигатель) установлены неподвижно на кожухе.
Приемно-регистрирующей элемент в своем составе имеет приемник, демодулятор, фильтр, усилитель, аналого-цифровой преобразователь и персональный компьютер (ПК) с соответствующим программным обеспечением.
Предлагаемый активный бесконтактный способ измерения шероховатости шлифованной поверхности позволяет объективно оценить высоту микронеровностей поверхностного слоя обрабатываемой детали, предупредить брак, установить оптимальные режимы при максимальной производительности абразивной обработки, расширить область применения и повысить достоверность измерения шероховатости при любой абразивной и лезвийной обработке, а также снизить трудоемкость в подготовке к измерению.
ФОРМУЛА ИЗОБРЕТЕНИЯ
Активный бесконтактный способ измерения шероховатости шлифованной поверхности, при котором сканирующее устройство лазерного излучения направлено на участок зоны резания, отличающийся тем, что сканирующее устройство лазерного излучения, входящее в контрольно-передающий элемент, содержит генератор импульсов, диод лазерного излучения, линзовую фокусирующую систему излучения и приема луча, отраженного от измеряемой поверхности, фотоприемник, источник питания, усилитель сигналов, модулятор с передающей антенной, логическое устройство перемещения вдоль зоны контакта инструмента с заготовкой и микродвигатель с редуктором, при этом высокочастотный сигнал, излучаемый передающей антенной, воспринимается, усиливается и регистрируется приемным элементом, состоящим из приемной антенны, приемника, демодулятора, фильтра, выделяющего полезную составляющую, усилителя сигналов, аналого-цифрового преобразователя и прибора регистрации.
Заключение
В ходе данной курсовой работы были установлены технические требования к детали, оценена технологичность конструкции детали с точки зрения обработки на автоматической линии, рассчитаны показатели технологичности. Так же была выбрана заготовка и определен потребный такт выпуска автоматической линии. Далее был разработан технологический процесс обработки детали и проведена синхронизация его операций. Затем определено количество единиц оборудования на автоматической линии и скомпонована сама линия. И наконец - определен фактический такт выпуска автоматической линии и сделано заключение о ее годности.
Список литературы
1. Методические указания по выполнению курсового и дипломного проектов / Ижевский механический институт; Сост. В.Ф.Степанов. Ижевск, 1981. – 92с.