Курсовая работа: Феррозондовый контроль буксового проема боковой рамы
- проводят ФП по месту появления сигнала;
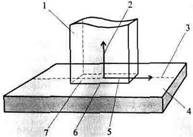
Рисунок 7.1 — Положение ФП на поверхности контролируемой детали: 1 — ФП; 2 — нормальная ось ФП; 3 — траектория (линия) сканирования; 4 — поверхность контролируемой детали; 5 — продольная ось ФП; 6 — большая сторона основания ФП; 7 — основание ФП.
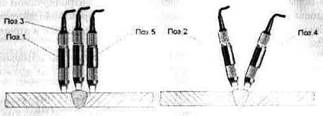
Рисунок 7.2— Положение ФП при контроле сварного соединения
8. Контроль деталей тележек грузовых вагонов
Общие положения
Перечень деталей тележек 18-100 (18-100.04), 18-493, 18-101, 18-102 грузовых вагонов, подлежащих феррозондовому контролю, и применяемые дефектоскопные установки приведены в таблице А. 1.
Контроль боковых рам и надрессорных балок тележек 18-100, 18-493 осуществляют в составе тележки (без колесных пар) или подетально в зависимости от принятого на предприятии технологического процесса ремонта:
- контроль боковых рам в составе тележек проводят способом остаточной намагниченности и способом приложенного поля;
- контроль надрессорных балок в составе тележек проводят способом остаточной намагниченности;
- контроль боковых рам и надрессорных балок, осуществляемый подетально, проводят способом приложенного поля.
Контроль соединительной балки тележки 18-101 и деталей тележки 18-102 осуществляют подетально способом приложенного поля.
Контроль боковых рам и надрессорной балки в составе тележек 18-100,18-493
Настроить дефектоскоп с помощью стандартного образца СОП-НО-021. База ФП — 4 мм.
Намагнитить боковые рамы и надрессорную балку в следующей последовательности:
- установить тележку 18-100 на намагничивающее устройство МСН 10 (рисунок 8.1), тележку 18-493 — на МСН 10-03;
-установить тумблер ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА блока питания МБП 9617 в положение ВКЛ. При этом должен загореться индикатор ПОДВОД ЗАМЫКАТЕЛЕЙ МАГНИТНОГО ПОТОКА. Замыкатели магнитного потока должны касаться челюстей боковых рам более чем половиной ширины полюсного наконечника. Если это условие не выполняется, установить тележку на намагничивающее устройство повторно;
- убедиться в том, что индикатор ЗАМЫКАТЕЛИ МАГНИТНОГО ПОТОКА светится зеленым светом. Свечение индикатора красным светом свидетельствует о неполном подводе замыкателей магнитного потока. Если при этом давление воздуха в пневмосистеме нормальное, установить тележку на намагничивающее устройство повторно;
- нажать кнопку НАМАГНИЧИВАНИЕ. При этом должен загореться индикатор НАМАГНИЧИВАНИЕ. Показания амперметра (ТОК НАМАГНИЧИВАНИЯ) блока питания должны составлять от 12 до 18 А. Ток отключается через (6—9) с.
Провести контроль доступных зон боковой рамы и надрессорной балки в составе тележки в замкнутой магнитной цепи НУ.
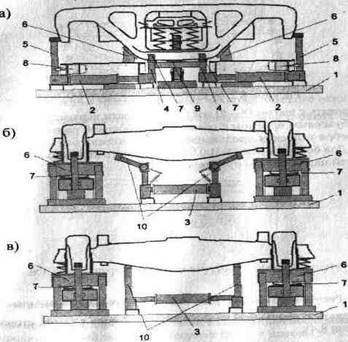
Рисунок 8.1 — Контроль тележки в сборе на электромагнитном намагничивающем устройстве МСН 10 (МСН 10-03): а — вид со стороны боковой рамы; б, в — вид со стороны надрессорной балки
Контроль боковой рамы
Провести контроль боковой рамы в следующей последовательности:
- сканировать с шагом (5—8) мм опорную часть, зоны наружного и внутреннего углов буксовых проемов (рисунок 8.2);
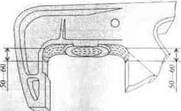
Рисунок 8.2 — Контроль буксового проема
- сканировать с шагом (5—8) мм кромки, полки верхнего пояса и ребра усиления над буксовым проемом с обеих сторон боковой рамы (рисунок 8.3). При контроле ребра усиления продольная ось ФП должна быть параллельна кромкам ребра. Для боковых рам 18-100.04 сканировать нижнюю половину боковых поверхностей над буксовым проемом;