Курсовая работа: Изготовление корпуса бетонобойного снаряда в условиях серийного производства
Марка стали: 45X1
Углерод: 0,40 — 0,50 Молибден: —
Кремний: 0,17 — 0,40 Ванадии: —
Марганец: 0,50 — 0,80 Фосфор: 0,05
Хром: 1,10 — 1,40 Сера: 0.05
Никель: » 0,25 Медь: 0,30
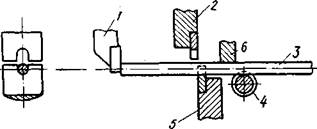
РЕЗКА ЗАГОТОВОК НА ПРЕСС-НОЖНИЦАХ
Самым высокопроизводительным и дешевым способом является резка на ножницах и прессах. В крупносерийном и массовом производстве этот способ является основным. Он отличается и тем, что не вызывает дополнительных потерь металла на прорезку. Существенным недостатком его является искажение формы торцовой части заготовки.
В процессе резки на ножницах (особенно неотожженных высокоуглеродистых и легированных сталей) возможно образование торцовых трещин. Чем больше сечение разрезаемого проката, тем больше опасность их возникновения. Поэтому перед резкой заготовку подогревают в зависимости от марки стали до температуры 450—600° С. Если сталь поставляется в отожженном состоянии и разрезка не сопровождается заметными искажениями, обусловливающими возникновение дополнительных напряжений и образование трещин, подогрев перед резкой не обязателен. Подогрев стали перед резкой часто применяют также для того, чтобы снизить усилия резки и повысить стойкость ножей.
На боеприпасных заводах находят применение сортовые ножницы (выбираем ножницы, их характеристику записываем втабл.).
При выборе ножниц следует учитывать, что сведения по максимальному размеру сечения заготовки даны для металла с сгв = 45 кг/мм2 . Ножницы усилием от 250 т и выше оснащают приводными рольгангами. Для ножниц меньших усилий рольганг поставляется по требованию заказчика. Современные конструкции чожниц снабжены автоматизированными прижимами и ревматическими упорами.
Технические характеристики ножниц
|
Номинальное усилие, т |
630 | |
|
Наибольшие размеры заготовок, мм |
Диаметркруга |
140 |
|
сторона квадрата |
120 | |
|
Ход ползуна, мм |
125 | |
|
Длина заготовок,мм |
наименьшая |
85 |
|
наибольшая |
1500 | |
|
Число ходов ползуна d минуту (не менее) |
16 | |