Курсовая работа: Извлечение сульфит натрия из отходов процесса производства тринитротолуола
ВВЕДЕНИЕ
Сточные воды процесса производства тринитротолуола (ТНТ), окрашенные в красный цвет, содержат сульфит натрия, который может быть выделен из раствора. Согласно процессу, разработанному В.Р. Куком, эти сточные воды подвергают обработке для выделения соединений натрия без рецикла золы, образующейся при сжигании, и без формования из нее твердых гранул.
Глава 1. ПРОМЫШЛЕННЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ОСНОВНЫХ ПРОИЗВОДНЫХ БЕНЗОЛА
Получение алкилпроизводных бензола
В промышленности при синтезе алкилпроизводных бензола в качестве алкилирующих агентов применяют главным образом алкилгалогениды (в основном хлорпроизводные) и олефины. В качестве катализатора при алкилировании алкилгалогенидами используют только хлорид алюминия, отличающийся наибольшей активностью из всех доступных апротых кислот. Он же может применяться при алкилировании бензола олефинами, но в этом случае пригодны и другие катализаторы кислотного типа (H2 SO4 , безводный HF, BF3 , фосфорная кислота на носителях, алюмосиликаты, цеолиты).
Использование спиртов в качестве алкилирующих агентов менее эффективно, потому что при алкилировании спиртами АlСl3 разлагается, а протые кислоты разбавляются образующейся водой. В обоих случаях происходит дезактивирование катализатора, что обусловливает его большой расход.
При реакции с хлорпроизводными или олефинами АlСl3 расходуется только в каталитических количествах. В первом случае он активирует атом хлора, образуя сильно поляризованный комплекс или ион карбония (уравнение (4.1.10)), что с олефинами происходит только в присутствии сокатализатора — хлороводорода (уравнение (4.1.11)).
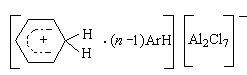
В твердом виде хлорид алюминия практически нерастворим в бензоле и является слабым катализатором. Однако в присутствии хлороводорода хлорид алюминия начинает превращаться в темное жидкое вещество, так называемый комплекс Густавсона, обладающий высокой каталитической активностью, и реакция алкилирования постепенно ускоряется. Комплекс Густавсона можно приготовить, пропуская HCl при нагревании через суспензию АlСl3 в ароматическом углеводороде. Комплекс представляет собой соединение АlСl3 и HCl с 1–6 молекулами ароматического углеводорода, одна из которых находится в особом структурном состоянии положительно заряженного иона (σ-комплекс), а остальные образуют сольватную оболочку:
Во избежание медленного катализа твердым хлоридом алюминия этот активный каталитический комплекс целесообразно готовить предварительно и потом подавать в реакцию. Кроме HCl его образованию способствуют небольшие добавки воды или соответствующего хлорпроизводного, роль которых состоит в генерации HCl. Более приемлемо использовать HCl или RCl, т. к. вода дезактивирует часть катализатора, разлагая его. По этой же причине необходимо хорошо осушать реагенты и следить, чтобы в реакционную смесь не попадала вода, способная вызвать бурное разложение комплекса. Другими катализаторными ядами являются многие сернистые соединения и аммиак, в меньшей степени — диены и ацетилен. Следовательно, жидкая реакционная масса при алкилировании с хлоридом алюминия состоит из двух фаз: каталитического комплекса и углеводородного слоя.
При использовании в качестве катализаторов:
H2 SO4 и HF процесс алкилирования проводят в жидкой фазе при 10–40°С и давлении 0,1–1 МПа;
Н3 РО4 — в газовой фазе при 225–275 °С и 2–6 МПа;
алюмосиликатов и цеолитов — в жидкой или газовой фазе при 200–400°С и том же давлении.
В недавнем прошлом широко применялся при алкилировании твердый фосфорно-кислотный катализатор, в настоящее время больше внимание уделяется цеолитам, но преобладающее промышленное значение все же имеет хлорид алюминия, обладающий перед другими катализаторами рядам существенных преимуществ.
Из алкилпроизводных бензола важнейшее практическое значение имеют этилбензол (8) и кумол [(9); изопропилбензол]. Их получают сотнями тысяч т при действии на бензол этилена или пропилена соответственно в присутствии хлорида алюминия и хлороводорода (уравнение (4.1.13)).
Синтез ведут в аппаратах непрерывного действия, представляющих собой эмалированные или футерованные графитовой плиткой многосекционные колонны. Хлорид алюминия вводится в аппараты в виде заранее приготовленного раствора, содержащего 10–12 % AlCl3 , 50–60 % бензола и 25–30 % соответствующего диалкилбензола, т. к. в бензоле AlCl3 растворяется плохо. Для образования хлороводорода, который является сокатализатором, в раствор добавляют воду (2 % от массы AlCl3 ). В нижнюю часть колонны через распылитель подается алкен.
Так как этилбензол (8) и кумол (9) алкилируются быстрее бензола, в процессе реакции неизбежно образование диалкилбензолов (преимущественно мета- и пара-изомеров). Основным фактором, влияющим на соотношение образующихся продуктов, является степень конверсии («глубина алкилирования»). Чтобы предотвратить образование нежелательных диалкилбензолов, глубину алкилирования в этих процессах поддерживают на уровне 10 %. Однако наряду с целевыми продуктами образуются заметные количества диалкилпроизводных, которые отделяются при ректификации; не вступивший в реакцию бензол возвращается в реактор.
На рис. 1 изображена технологическая схема производства этил- или изопропилбензола алкилированием бензола газообразным олефином в присутствии AlCl3 .
Свежий бензол вместе с бензолом, возвращенным со стадии разделения, поступает в колонну 3, предназначенную для осушки бензола азеотропной ректификацией. Низкокипящая азеотропная смесь бензола с водой конденсируется в конденсаторе 4 и разделяется в сепараторе 5 на два слоя. Воду с растворенным в ней бензолом отводят (ее можно использовать для промывки реакционной массы), а бензольный слой стекает на верхнюю тарелку колонны 3, создавая орошение. Осушенный бензол из куба колонны 3 в теплообменнике 2 подогревает бензол, идущий на осушку, и попадает в сборник 8, откуда насосом непрерывно закачивается в алкилатор 9.
Каталитический комплекс готовят в аппарате 6 с мешалкой и рубашкой для обогрева паром. В него загружают полиалкилбензолы (ПАБ) или смесь бензола и полиалкилбензола (примерно в отношении 1 : 1) и хлорид алюминия (1 моль на 2,5–3 моль ароматических углеводородов), после чего при нагревании и перемешивании подают хлорпроизводное. Приготовленный комплекс периодически вводят в алкилатор.
Реакция проводится в непрерывно действующей колонне-алкилаторе 9 с горячим сепаратором 12 для отделения каталитического комплекса и обратным конденсатором 10 для возвращения испарившегося бензола и отвода тепла. Олефин поступает в низ колонны, предварительно проходя расходомер. Бензол из емкости 8 поступает в низ алкилатора, как и конденсат из обратного холодильника 10.

Рис. 1. Технологическая схема производства этилбензола или изопропилбензола: 1 — насосы; 2 — теплообменник; 3 — колонна осушки бензола; 4, 10 — конденсаторы; 5 — сепаратор; 6 — аппарат для получения каталитического комплекса; 7 — кипятильник; 8 — сборник; 9 — алкилатор; 11 — газоотделитель; 12, 16 — сепараторы; 13 — абсорбер; 14 — водяной скруббер; 15 — холодильник; 17, 18 — промывные колонны
Газы, отходящие после конденсатора 10, содержат значительное количество паров легколетучего бензола (особенно при использовании разбавленных фракций олефинов). Для улавливания бензола эти газы направляют в абсорбер 13, который орошается полиалкилбензолами, выделенными из реакционной массы на стадии разделения. Собирающийся в нижней части абсорбера раствор бензола в полиалкилбензолах поступает в реакционный аппарат 9 для переалкилирования. Газы после абсорбера 13 промывают водой в скруббере 14 для удаления НСl и с6расывают в атмосферу или используют в качестве топочного газа.
Углеводородный слой, отбираемый после сепаратора 12, состоит из бензола, моно- и полиалкилбензолов. В нем присутствуют также в небольшом количестве другие гомологи бензола, получившиеся за счет примесей олефинов в исходной фракции или путем частичной деструкции алкильной группы под действием АlСl3 .
При синтезе этил- и изопропилбензола реакционная масса содержит: 45–55 масс. % бензола, 35–40 масс. % моноалкилбензола, 8–12 масс. % диалкилбензола и до 3 масс. % более высокоалкилированных соединений, побочных продуктов и смол. Вся эта смесь проходит водяной холодильник 15 и дополнительно отстаивается в холодном сепараторе 16, откуда каталитический комплекс периодически возвращают в алкилатор. Алкилат направляют после этого на очистку от растворенного хлороводорода и следов хлорида алюминия. С этой целью смесь промывают в системе противоточных колонн 17 и 18 вначале водой, а затем водной щелочью. Нейтрализованная смесь углеводородов (алкилат) поступает на ректификацию.
Продукты реакции разделяют в нескольких непрерывно действующих ректификационных колоннах (на схеме не показаны). В первой колонне отгоняют бензол и воду, растворившуюся в углеводородах на стадии промывки. В следующей колонне в вакууме отгоняют фракцию, содержащую главным образом целевой продукт, но с примесью ближайших гомологов бензола. Затем ее подвергают дополнительной ректификации с выделением технического этил- или изопропилбензола. Кубовая жидкость второй колонны содержит полиалкилбензолы с примесью продуктов осмоления, которые образуются под действием АlСl3 . Полиалкилбензолы отгоняют в вакууме от смол и используют для абсорбции бензола из отходящих газов и приготовления каталитического комплекса. Через эти промежуточные операции полиалкилбензолы снова возвращают в аппарат 9, где их подвергают деалкилированию. Выход целевого продукта с учетом всех потерь достигает 94–95 % при расходе 10 кг АlСl3 на 1 т моноалкилбензола.
Данная технология алкилирования бензола имеет ряд недостатков и в последнее время непрерывно совершенствуется. Так, для уменьшения количества сточных вод предлагалось разлагать кислотный алкилат небольшим количеством воды, при этом получается концентрированный раствор гексагидрата АlСl3 , находящий разнообразное применение. Предлагалось проводить неодинаковые по скорости процессы алкилирования бензола и переалкилирования полиалкилбензолов в разных аппаратах, что снижает количество рециркулята и энергетические затраты и позволяет работать при меньшем избытке бензола по отношению к олефину.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--