Курсовая работа: Извлечение сульфит натрия из отходов процесса производства тринитротолуола
В алкилатор 1 подают этилен, бензол и небольшое количество каталитического комплекса, снимая выделяющееся тепло кипящим водным конденсатом и генерируя технологический пар (при обычной технологии это тепло не утилизируется). Полученный алкилат поступает в переалкилатор 2, куда подают полиалкилбензолы (ПАБ) со стадии разделения; взаимодействуя с бензолом, они образуют дополнительное количество целевого продукта. Алкилат из аппарата 2 дросселируют до атмосферного давления и подают в сепаратор 3, при этом выделяющуюся энергию полезно утилизируют для испарения части бензола, который конденсируют и возвращают на алкилирование. Жидкий алкилат из сепаратора 3 охлаждают и направляют на нейтрализацию и последующее разделение. По этой технологии уже работают несколько установок большой единичной мощности.
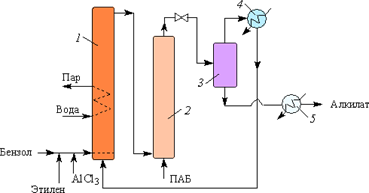
Рис. 2. Технологическая схема процесса гомогенного алкилирования бензола: 1 — алкилатор; 2 — переалкилатор; 3 — сепаратор; 4 — конденсатор; 5 — холодильник
Гидрирование бензола
При гидрировании бензола получают циклогексан (2) — один из трех основных продуктов, определяющих спрос на бензол. Условия гидрирования бензола зависят от степени его чистоты. Гидрирование бензола, очищенного от тиофена, проводят при 140–200 °С и давлении 1–5 МПа; катализатором является никель, нанесенный на оксид хрома(III) или алюминия. При наличии в бензоле примесей, содержащих серу, в качестве катализатора используют сульфиды никеля, кобальта, молибдена или вольфрама, нечувствительные к сернистым соединениям. Эти катализаторы требуют значительно более жестких условий гидрирования: процесс ведут при температуре 320–360 °С и давлении ~30 МПа.
В качестве сырья используют нефтяной или каменноугольный бензол. При использовании нефтяного бензола циклогексан получается высокого качества. Однако в последнее время все чаще используется каменноугольный бензол, который характеризуется повышенным содержанием примесей, и циклогексан, полученный из каменноугольного бензола, нуждается в дополнительной очистке.
На рис. 3 приведена схема процесса производства циклогексана, разработанного Французским институтом нефти. Циклогексан получается высокой степени чистоты. Процесс гидрирования протекает в две стадии: на первой происходит гидрирование основной части бензола на суспендированном непирофорном никеле Ренея, на второй — догидрирование на стационарном катализаторе Ni / Al2 O3 .
Бензол и водород поступают в основной реактор жидкофазного гидрирования 1, в который предварительно насосом в виде суспензии подается катализатор. Однородность распределения катализатора обеспечивается барботированием газа через жидкость и интенсивной циркуляцией реакционного раствора через выносной теплообменник 3, в котором генерируется технический пар низкого давления. Температура в реакторе регулируется за счет испарения циклогексана. Гидрирование проводится при 200 °С и давлении 4 МПа (парциальное давление водорода ~0,3 МПа).
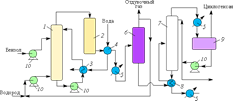
Рис. 3. Технологическая схема процесса производства циклогексана: 1 — основной реактор гидрирования; 2 — вспомогательный реактор гидрирования; 3 — 5, 8 — теплообменники; 6 — сепаратор высокого давления; 7 — колонна стабилизации; 9 — сепаратор; 10 — насосы
Продукты реакции из верхней части основного реактора гидрирования поступают во вспомогательный реактор 2, в котором реализуется практически 100%-я степень превращения бензола в циклогексан. Затем продукты через теплообменники отводятся в сепаратор высокого давления 6 и подвергаются фракционированию в колонне стабилизации 7. Газообразные продукты из сепаратора частично возвращаются на рецикл, а из колонны стабилизации через холодильник 8 поступают в сепаратор 9, из которого отводят готовый продукт. Газы отдувки из сепаратора и колонны стабилизации используются в качестве топлива.
Расход суспендированного катализатора составляет 1 кг на 2,3 т циклогексана. Активность катализатора зависит от содержания оксида углерода в водороде — максимально 0,002 масс. %. Длительность работы катализатора обусловливается содержанием серы в бензоле, которой должно быть не более 0,0001 масс. %. При нормальном режиме установка работает 5–6 месяцев до полной смены катализатора.
Лимитирующими факторами производительности реактора гидрирования являются мощность жидкостных насосов и предельно допустимая скорость барботирования газа, при превышении которой начинается унос жидкости и катализатора с отходящими парами. При использовании бензола 99,9%-й чистоты и насыщенного водой водорода при давлении 3,0–3,4 МПа выход циклогексана практически стехиометрический — 99 %, чистота ≥ 99,8 масс. %.
Окисление бензола
При глубоком окислении бензола происходит деструкция ароматического кольца и образуется малеиновый ангидрид (45). Предполагается, что процесс окисления идет через образование промежуточного продукта — 1,4-бензохинона.
В промышленности этот способ получения малеинового ангидрида используется в больших масштабах. Процесс ведут путем контактно-каталитического окисления бензола в паровой фазе кислородом воздуха, катализаторами являются модифицированные смеси оксидов ванадия и молибдена. Модифицирующими добавками служат соли кобальта, никеля, фосфора, натрия, вольфрама, титана и т. д. Каталитическая масса формуется в гранулы или наносится на носитель, в качестве которого чаще всего используется α-Al2 O3 . Окисление в этих условиях идет благодаря активации кислорода, хемосорбированного поверхностью катализатора с последующим его взаимодействием с углеводородом.
Смесь бензола с воздухом подогревается контактными газами в теплообменнике 1 до 120–150 °С и поступает в реактор 4 — аппарат, содержащий большое количество реакционных трубок, в которых находится катализатор. Окисление происходит при температуре 370–450 °С. Для отвода тепла реакции в межтрубном пространстве циркулируют расплавы нитрита натрия и нитрата калия. Нагретые соли, в свою очередь, отдают тепло воде, образуя пар высокого давления. Бензол в реакторе окисляется практически полностью.
Контактные газы, выходящие из реактора 4, поступают в теплообменник 1, затем вхолодильник 2, в котором охлаждаются водой до 160–170 °С, после чего направляются в сепаратор 5, где из них выделяется часть малеинового ангидрида. Затем газы через сепаратор 5 поступают в скруббер 6, в котором улавливается водой оставшийся малеиновый ангидрид и другие растворимые в воде продукты реакции; малеиновый ангидрид при этом растворяется в воде, образуя малеиновую кислоту. Выходящий газ выбрасывается в атмосферу. Полученный 40%-й раствор малеиновой кислоты проходит стадию дегидратации в аппарате 7 и вместе с малеиновым ангидридом, выделенным из сепаратора 5, подвергается химической очистке и вакуумной ректификации в колонне 9. Выход малеинового ангидрида составляет 68–72 %.
В настоящее время более совершенными считаются конвертеры с гранулированным катализатором в псевдоожиженном слое. В них эффективно работает весь катализатор, и создаются условия, позволяющие значительно легче отводить тепло и точнее поддерживать необходимую температуру. Это повышает выход продукта на стадии контактирования.
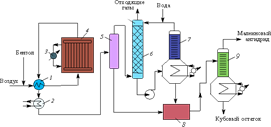
Рис. 4. Технологическая схема производства малеинового ангидрида: 1 — теплообменник; 2 — холодильник; 3 — котел-утилизатор; 4 — контактный аппарат; 5 — сепаратор; 6 — скруббер; 7 — дегидрататор; 8 — емкость для малеинового ангидрида-сырца; 9 — ректификационная колонна
Получение хлорпроизводных бензола
Из хлорпроизводных бензола в промышленности в больших масштабах получают хлорбензол (10) и гексахлорбензол (20).
Промышленное производство хлорбензола — это крупнотажный непрерывный процесс. В качестве катализатора используют хлорид железа(III), получающийся при взаимодействии хлора и металлического железа, загружаемого в аппарат в виде обрезков листового железа. Образующийся безводный хлорид железа(III) растворяется в бензоле и продуктах его хлорирования, благодаря чему реакция идет как гомогенно-каталитическая. Очень важно применять осушенные бензол и хлор, т. к. гидратированный хлорид железа(III) нерастворим в органической фазе и реакция может приобрести менее выгодный гетерогенно-каталитический характер. Кроме того, образующийся при этом хлороводород, растворяясь в воде (соляная кислота), агрессивно действует на металлы.
По мере образования хлорбензола начинается дальнейшее его хлорирование, и неизбежно получаются полихлориды, причем скорость этого процесса растет с повышением концентрации хлорбензола. Чтобы уменьшить количество нежелательных продуктов, реакцию приходится вести с «обратным» бензолом, т. е. обрывать ее задолго до полного израсходования бензола. Например, при периодическом способе производства реакцию заканчивают, когда в смеси содержится около 50 % бензола, 30–40 % хлорбензола и 20–30 % полихлоридов. Использование более прогрессивного непрерывного процесса хлорирования позволяет сократить образование полихлорпроизводных до 1,5–4 %, при этом в реакционной массе остается до 65 % бензола.
В настоящее время в промышленности хлорбензол получают непрерывным методом (рис. 4.1.15) в специальных аппаратах — хлораторах, представляющих собой трубу, заполненную перемешанными стальными и керамическими кольцами. В верхней части хлоратора имеется сепарационный объем, не заполненный насадкой. Бензол и хлор подают в нижнюю часть аппарата. Подачу реагентов регулируют таким образом, чтобы полностью использовать хлор, и чтобы температура в аппарате поддерживалась за счет теплоты реакции (32 кДж/моль) на уровне 76–83 °С. Пары бензола и, в небольшой степени, хлорбензола вместе с выделяющимся хлороводородом из верхней части аппарата поступают в теплообменник, конденсируются, отделяются от хлороводорода и после осушки возвращаются в процесс. Хлороводород направляется на абсорбцию. Реакционная масса, вытекающая из сепарационной части хлоратора, поступает на непрерывную ректификацию, в процессе которой хлорбензол и полихлориды отделяются, а бензол возвращается в цикл.
Выделяющийся хлороводород улавливается водой и в виде соляной кислоты используется в промышленности.
В условиях непрерывного процесса реакционная масса представляет собой газопарожидкостную эмульсию плотностью 200–300 кг/м3 . Реактор работает в режиме полного вытеснения, благодаря чему достигается мольное соотношение хлорбензола к дихлорбензолу в реакционной массе, близкое к 40. Лучшего соотношения пока не удалось достичь.
