Курсовая работа: Кінематичні і геометричні параметри процесу різання
При різанні твердих матеріалів має місце крихке руйнування і тріщина, розповсюджуючись з великою швидкістю (близькою до швидкості звуку), повністю відділяє готовий елемент стружки від основного матеріалу. Розповсюдження тріщин нижче лінії зрізу призводить (навіть при утворенні зливних стружок) до появи на оброблюваній поверхні виривів, виступів, зазубрин.
3 зона – це деформований матеріал, що утворив стружку. Приріст деформації тут не проходить, швидкість деформації рівна нулю, величини деформацій досягають максимальних значень.
4 зона – поверхневий шар обробленої заготовки. Напружено деформований стан в поверхневому шарі виникає через перетікання деформованого матеріалу з першої зони до додаткового зминання матеріалу округленою різальною кромкою і деформацією його задньою поверхнею інструмента. Після проходу інструмента, коли матеріал перестає контактувати з задньою поверхнею, матеріал заготовки пружно відновлюється (пружна післядія), особливо при різанні пружних полімерних і неметалічних матеріалів. Цей шар має специфічні фізико-механічні властивості і шорсткість.
Від деформацій, які протікають в зоні різання і фізико-механічних властивостей оброблюваного матеріалу залежить, в основному, вид стружки, яка утворюється в процесі різання матеріалу. Розрізняють такі види стружки: зливна, сколювання і надлому (рис.9). В деякій літературі розрізняють зливну стружку, стружку сколювання (суставчасту), елементну і надлому .

Рис.9. Видит стружки: а- зливна, б-сколювання, в- надлому
Зливна стружка утворюється при обробці пластичних матеріалів (конструктивної сталі, дюралюміну…) з великою швидкістю різання, коли знімається шар незначної товщини інструментом з відносно великим переднім. На ній не помітні площини зсуву.
Стружка сколювання складається з пластично деформованих і взаємно зсунутих елементів, які досить міцно з’єднані на площинах зсуву (сколювання). Утворюється стружка сколювання при обробці сталей з пониженою пластичністю при значних товщинах зрізуваного шару і відносно невеликих швидкостях різання і передніх кутах. В тому випадку, коли при різанні пластичних матеріалів виникає інтенсивне тріщиноутворення, проходить повний поділ стружки на слабозвязані елементи, утворюється елементна стружка.
При обробці крихких матеріалів (чавун, бронза, вольфрам, керамічні матеріали…) проходить крихке руйнування і тріщина, розповсюджуючись з швидкістю близькою до швидкості звуку, відділяє елемент стружки від основного матеріалу. Так як пластична деформація майже не проходить, то елементи стружки, що утворюються не мають правильної форми. Оброблена поверхня деталі шорстка з зазубринами і виривами. Таку стружку називають стружкою надлому.
6 Наріст і його вплив на процес різання
Фізичні і хімічні процеси на поверхнях контактуючих тіл дуже різноманітні і складні. Особливо складні процеси при різанні матеріалів, тут проходить деформація і руйнування поверхневих шарів ріжучого клина, на передній поверхні утворюються наліпи, нарости, які значно впливають на процес стружкоутворення, погіршують якість обробленої поверхні. В контактній області виникає цілий ряд явищ, таких як адсорбція, адгезія, дифузія, ерозія, окислення, охрупчення… Ці явища значно впливають на процес деформування і руйнування оброблюваного матеріалу, вібрації, виділення і розповсюдження теплоти в зоні різання, структурні і фазові перетворення в поверхневих шарах деталі.
Найбільш складним є процес тертя. Розрізняють тертя зовнішнє і внутрішнє. У випадку внутрішнього тертя, що виникає при деформуванні матеріалу, розміщеного навколо ріжучого леза і пружної післядії в поверхневих шарах заготовки, проходить передача кількості руху від шару до шару і перетворення механічної енергії в теплову у всьому об’ємі. При цьому поверхні дотикання неперервні і їх розміри не залежать від навантаження.
При зовнішньому терті має місце контакт двох тіл в окремих точках, а це значить що контакт дискретний і його площа залежить від величини прикладеного навантаження. Тут деформування і руйнування матеріалу і теплота, що при цьому виділяється, локалізовані у тонкому поверхневому шарі. Явища зовнішнього тертя найкраще пояснює молекулярно-механічна теорія.
В залежності від кінематичних ознак розрізняють тертя ковзання, кочення і вертіння.
В залежності від стану поверхонь тертя розрізняють: 1- чисте тертя (при відсутності окисних плівок, яке супроводжується адгезією і холодним зварюванням); 2- сухе тертя окислених поверхонь без змащування і забруднень; 3-граничне тертя при наявності тонкого шару мастила, який має шарову будову в пограничній зоні; 4-рідинне тертя з повним розділенням поверхонь шаром мастила; 5- напівсухе і напіврідинне тертя (змішане тертя). Особливе значення тут мають коефіцієнти тертя ![]() =
=![]() , тут сила тертя F=Fдеф+Fадг, ; N-нормальне навантаження.Fдеф –сила необхідна для здійснення пластичної деформації матеріалу; Fадг-сила необхідна для переборювання адгезійних зв’язків.
, тут сила тертя F=Fдеф+Fадг, ; N-нормальне навантаження.Fдеф –сила необхідна для здійснення пластичної деформації матеріалу; Fадг-сила необхідна для переборювання адгезійних зв’язків.
Коефіцієнт тертя залежить від фізико-механічних властивостей оброб-люваного матеріалу, стану поверхонь, температури і швидкості тертя, розприділння навантажень на поверхні контакту, характеру і виду тертя і інших факторів.
Тертя при різанні має свою специфіку: мають місце різні види тертя (граничне і рідинне рідко); особливу роль відіграє чисте тертя, що призводить до інтенсивного руйнування інструменту; інструмент контактує з матеріалом лише один раз; тертя проходить при дуже великих тисках (1-3 ГПа) і температурах, що досягають температури плавлення; має місце складне роз приділення нормальних і дотичних навантажень; великі і непостійні значення коефіцієнта тертя; складний взаємний вплив вібрацій і характеру тертя; жорсткий режим тертя, що призводить до появи наростів і інтенсивного руйнування поверхневих шарів інструменту.
Наростоутворення. При деяких умовах різання пластичних матеріалів на передній поверхні інструменту біля головної різальної кромки утворюється сильно деформована маса дрібних частинок оброблюваного матеріалу, міцно зчеплених з передньою поверхнею (рис.10 ). Ця маса має клиноподібну форму і називається наростом. Утворення наросту пояснюється тим, що в наслідок великого тиску з боку стружки на передню поверхню інструменту і високої температури пластично деформованого матеріалу, а також через шорсткість передньої поверхні відбувається адгезія між інструментом і стружкою, що сходить. В результаті на передній поверхні інструменту утворюється тонкий загальмований шар, який називається наростом.
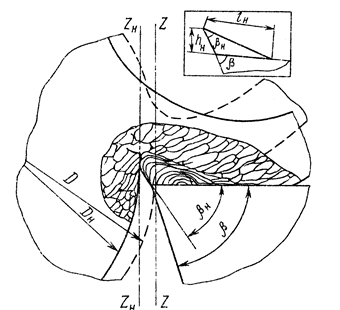
Рис. 10. Наростоутворення
Рух стружки відбувається вздовж загальмованого шару з подоланням сил внутрішнього тертя. Твердість наросту в 2,5-3,5 рази перевищує вихідну твердість оброблюваного матеріалу і тому сам наріст може брати участь у різанні, запобігаючи спрацюванню різальної кромки. Будучи продовженням різальної частини, наріст змінює геометрію інструменту, що істотно впливає на деформацію зрізуваного шару, сили різання, якість обробленої поверхні.
Основний недолік наросту в тому, що він не постійний, наростає з “0” до деякого значення, обривається і виноситься з зони різання разом з стружкою. Періодичні зриви наросту призводять до коливань кута різання і зміни глибини різання, до виникнення вібрацій, що знижує точність і збільшує шорсткість обробленої поверхні. Тому при чистовій обробці наріст недопустимий.
Основними факторами, що впливають на утворення наросту є властивості оброблюваного матеріалу, геометрія різального інструменту, елементи режиму різання, шорсткість передньої поверхні інструменту. Найінтенсивніше наріст утворюється при обробці пластичних матеріалів (маловуглецева сталь, дюралюміній, в’язка латунь…) З елементів режиму різання найбільш істотно впливає швидкість різання. При V<5 м/хв і V>60 м\хв наріст не утворюється. Це пояснюється тим, що при V<5м\хв температура в зоні різання невисока і недостатня для утворення наросту. Якщо V>60м/хв то висока температура в зоні різання робить стружку більш пластичною, отже зменшується коефіцієнт тертя і наріст не утворюється.
Збільшення переднього кута, доводка передньої поверхні інструменту, застосування мастильно охолоджуючих речовин і збільшення твердості оброблюваного матеріалу приводить до зменшення наростоутворення.
7 Усадка стружки
В результаті пластичних деформацій, що виникають під час різання, довжина стружкиL виявляється меншою ніж L0 шлях пройдений різцем, а товщина стружки а1 більшою ніж товщина зрізуваного шару а . Зменшення довжини стружки називається усадкою, яка характеризується коефіцієнтом усадки К=L0/L Так як L0>L то К>1. На величину усадки впливає пластичність оброблюваного матеріалу (чим більша пластичність тим більше К), передній кут ( з ростом переднього кута зменшується К, так як при цьому зменшується деформація зрізуваного шару матеріалу і полегшується робота різця, зменшується потужність різання). Тому бажано працювати з більшим переднім кутом, якщо це допускає міцність різальної частини.
Усадка стружки зменшується із збільшенням товщини стружки. Отже для зменшення питомої витрати потужності на різання бажано мати по можливості більшу подачу, при якій утворюється товстіша стружка.
На величину усадки впливає швидкість різання V. Чим вища швидкість різання, тим менше часу припадає на деформацію кожного елемента стружки. При високій швидкості кожен елемент не встигає деформуватись так повно, як при малій. Пластична деформація відбувається не по всьому елементу стружки, а тільки у порівняно малих його ділянках. Проміжки заповнені майже недеформованими частинками металу і загальна усадка менша.
Зменшення сили тертя між стружкою і передньою гранню різця також сприяє зменшенню усадки стружки, отже і роботи, яка витрачається на різання.
8 Теплові явища при різанні матеріалів
При різанні матеріалів майже вся механічна енергія, що затрачається на деформування, руйнування і тертя переходить в теплову. Невелика частина енергії (0,5-3%) іде на внутрікристалічні перетворення, роботу диспергування (подрібнення) і пружні деформації. Робота різання складається з наступних частин: А= Апр+Адисп+Астр.змін+Апл.деф.+Азсув+Атертя
Найбільша частина роботи витрачається на пластичні деформації, її доля становить при різанні сталі 60-65%, а при різанні чавуну 40-65%. Робота зсуву становить 10-19% для сталі і 20-25% для чавуну, а на роботу тертя витрачається по 10-15% від повної роботи А. Ці три найбільші складові перетворюються в процесі різання в тепло.
Тепловий баланс процесу різання записується рівнянням:
Q=Qдеф+Qтп+Qтз=Qc+Qобз+Qі+Qyc
В цьому рівнянні Qдеф- кількість теплоти, що виділяється при пластичному деформуванні матеріалу; Qтп – кількість теплоти, що виділяється при терті стружки по передній поверхні інструменту; Qтз – кількість теплоти, що виділилась при терті заготовки по задній поверхні інструменту; Qс – кількість теплоти, що іде в стружку; Qобз – кількість теплоти, що іде в оброблювану заготовку; Qі – кількість теплоти, що іде в інструмент; Qнс – кількість теплоти, що розсіюється в навколишнє середовище.
Значення доданків рівняння теплового балансу залежить від фізико-механічних властивостей оброблюваного матеріалу, режиму різання та умов обробки. Так при різанні сталі в середньому Qс =46-62%; Qобз =33-38%; Qі=5-15%; Qнс =1-6%.