Курсовая работа: Композиционные хемосорбционные волокнистые материалы "Поликон К", наполненные углеродными волокнами
Существует несколько способов получения ПАН-волокон, отличающихся типом применяемого растворителя и методом формования (сухой и мокрый), от которых зависят структура и морфология волокна. Эти факторы влияют на термохимические превращения полимера, образование структуры УВ и его свойства. Условия формования (осаждения полимера) влияют на надмолекулярную организацию, величину поверхности, температурный интервал экзотермических эффектов, максимальную скорость потери массы и количество поглощенного при термоокислении кислорода. Установлено, что условия формования имеют большее значение, чем химический состав ПАН волокна.[4]
Высокие степени вытягивания в различных средах повышают ориентацию и прочность ПАН волокон, что благоприятно сказывается на механических свойствах УВ. Действительно, по мере увеличения прочности ПАН волокна заметно возрастают прочность и модуль Юнга УВ. Аналогичная закономерность установлена в ряде других работ Особенно существенное значение имеет ориентация ПАН волокна, так как организованные надмолекулярные образования служат матрицей при формировании структуры углерода и обусловливают механические свойства УВ. Однако вытягивание ПАН волокна не должно превышать оптимальных значений, выше которых начинают возрастать дефекты ПАН волокна, дефекты обычно переходят на УВ и снижают его прочность. Необходимость применения высокопрочных ПАН волокон не является бесспорной.
Поскольку во время окисления волокно подвергается вытягиванию, следует учитывать термомеханические свойства ПАН волокна. В работе указывается, что при нагревании в изотермических условиях (до 320 °С) выявлено шесть областей различного поведения ПАН волокна.
На свойства УВ большое влияние оказывают загрязнения ПАН волокна. В результате выгорания инородных включений во время карбонизации на поверхности УВ возникают дефекты, снижающие его прочность. В этом плане заслуживает внимание работа, в которой показано, что при получении ПАН волокна в воздушной среде, очищенной от пыли, повышается прочность полученного из него УВ. Поэтому следует отдать предпочтение прямому методу получения ПАН волокна из растворов, так как в этом случае оно менее загрязнено инородными частицами.[3]
При использовании УВ для изготовления конструкционных композитов особое внимание уделяется коэффициенту вариации механических свойств УВ, особенно по прочности. Весомый вклад в этот показатель вносит исходное волокно. Неоднородность ПАН волокна возникает главным образом на стадии формования. При формовании сухим методом получается более однородное волокно, чем при формовании мокрым методом . Основным дефектом ПАН волокна является неравномерность сечения, или площади поперечного среза, волокна. Поэтому наблюдается большая разница в коэффициентах вариации, определяемых для комплексных или элементарных нитей. В последнем случае он гораздо выше.
На технико-экономические показатели влияет линейная плотность нити ПАН волокна В; с ее увеличением снижается стоимость УВ.
1.1.2. Термическое окисление ПАН-волокна
Окисление — важнейшая стадия технологического процесса получения УВ. Предварительное окисление облегчает дегидрирование полимера и, что особенно важно, создает условия для образования предструктуры, обеспечивающей создание оптимальной структуры углерода и приобретение УВ ценных механических свойств. Превратить ПАН волокна в УВ можно, не прибегая к окислению, но практически этот способ неприемлем, так как при этом увеличивается длительность технологического цикла, происходит более глубокая деструкция полимера, сопровождающаяся снижением выхода углерода.
На стадии окисления протекают сложные химические процессы и структурные превращения. Несмотря на большое число работ, в литературе приводятся различные и подчас противоположные мнения об основных химических процессах, протекающих на этой стадии.
При термообработке на воздухе потемнение ПАН не сопровождается потерей массы и азота, но методом ИК-спектроскопии установлено, что число групп CN уменьшается.[5] Систематическое изучение термического окисления ПАН выполнено Граоси и сотр. По их данным, первой стадией является миграция третичного водорода к азоту с образованием иминной группы (см. схему II). Последующая миграция иминного водорода к группе CN приводит к образованию тетрагидро-пиридиновых (нафтиридиновых) циклов. Переход водорода может происходить внутри макромолекул и между макромолекулами. При внутримолекулярной циклизации сохраняется линейная форма макромолекулы (см. схему III).
1.1.2.2. Условия окисления ПАН-волокна
К основным параметрам окисления ПАН-волокна относятся температура, время и ориентационное вытягивание. Температура и время (Т. t) взаимно связаны и определяются многими факторами.
Окисление ПАН-волокна кислородом воздуха — типично гетерогенный процесс, поэтому особое значение приобретает полнота окисления всей массы волокна.
Приводимые в литературе температурные режимы можно подразделить на 3 группы: мягкие (до 2200С), средние (220-2500С), жесткие (выше 250 °С). Естественно, что продолжительность процесса снижается с повышением температуры. Приводится значение этого параметра, находящееся в пределах 0,5—24 ч. По первому варианту, разработанному в Англии, окисление проводилось при 220 °С в течение 24 ч, т. е. в мягких условиях, но продолжительное время.
Окисление является наиболее продолжительной стадией технологического процесса получения УВ, поэтому изыскиваются пути его сокращения.
1.1.3. Высокотемпературная обработка (карбонизация и графитация) окисленного ПАН волокна
В процессе высокотемпературной обработки осуществляется переход от органического к углеродному волокну, сопровождающийся сложными химическими и структурными преобразованиями полимера, ароматизацией углерода и формированием структуры углеродного волокна. Одновременно происходит изменение физико-химических и механических свойств материала. Отобразить эти процессы в виде конкретных химических уравнений не представляется возможным. Этот сложный переход можно разделить на три основных стадии: при температурах 200—600°С протекают наиболее важные химические процессы; в интервале 400—1200°C формируются основные элементы структуры УВ; при температурах выше 1200 °С происходят преимущественно физические изменения, связанные с совершенствованием структуры УВ.
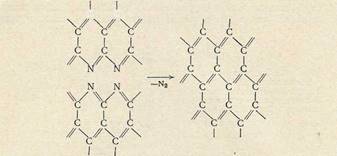
Отщепление азота начинается при 700°С и заканчивается при высоких температурах. Даже при 1000°С его содержание в волокне составляет 6%. По некоторым данным, в волокне, полученном при Т 1500 °С, все еще содержатся небольшие количества азота. При столь высоких температурах азот может находиться только в гетероциклах, которые распадаются с его выделением.
1.1.3.2. Условия проведения карбонизации и графитации волокна
К основным параметрам процесса относится среда, температура, продолжительность процесса и вытягивание.
Защитной средой при высокотемпературной обработке служит азот, который наиболее доступен среди инертных газов. В лабораторной практике кроме азота применяется гелий и аргон; иногда обработку осуществляют в глубоком вакууме.
В условиях высоких температур резко возрастают скорости реакций, поэтому к чистоте азота предъявляются высокие требования; содержание кислорода в азоте должно быть минимальным.
В процессе карбонизации в результате глубоких химических превращений промежуточных продуктов распада на поверхности УВ осаждается аморфный углерод, снижающий качество волокна, особенно композита. Для удаления этого углерода предложено к инертному газу добавлять кислород (5•106 — 25•105), окисляющий аморфный углерод. Необходимо соблюдать точную дозировку кислорода, так как при избытке его происходит окисление волокна и ухудшение его свойств, а также уменьшение срока службы нагревателей.
Важнейшим параметром является ТТО. С увеличением ТТО изменяются структура и механические свойства волокна, поэтому, заканчивая процесс при разных ТТО, можно получать углеродные волокна с различными свойствами и предназначенные для разных целей.
С ростом температуры обработки происходит спонтанное совершенствование структуры; в частности, улучшается ориентация волокна, способствующая росту модуля Юнга. Размеры турбостратных кристаллов возрастают: La до 250 A0, Lc до 100 А0. Наблюдается более сложная зависимость прочности от ТТО.
Своеобразно, но вполне закономерно изменяется плотность УВ. Вначале (примерно до 1000 °С) с увеличением ТТО она круто возрастает, затем начинает убывать, достигая минимума примерно при 1500°С, т. е. на стадии предкристаллизационного состояния, что дополнительно подтверждает разупорядочение структуры волокна в этой области температур, и затем снова возрастает. Электрическое сопротивление резко снижается при возрастании температуры обработки до 1400—1500°С; при более высокой температуре оно уменьшается незначительно. В лабораторных условиях графитацию проводят при температуре до 3000 °С. На практике максимальная температура, видимо, не превышает 2400—2600 °С, так как эксплуатация оборудования при более высоких температурах с практической точки зрения мало приемлема. В зависимости от назначения волокна процесс может заканчиваться при более низких температурах (1000—2000 °С) с получением карбонизованного волокна. Содержание углерода в графитированном волокне выше 99%, в карбонизованном — до 95%, продолжительность высокотемпературной обработки составляет от нескольких минут до 2,5 ч.
Переход от органического к углеродному волокну целесообразно подразделить на две стадии:
низкотемпературная; на этой стадии происходят основные химические процессы и наблюдается максимальная потеря массы; подъем температуры должен быть медленный;