Курсовая работа: Контрольные карты Шухарта контроль по доле дефектных изделий распределение параметра дискр
Выше приведены четыре условия, при которых для описания данных можно применить биномиальное распределение. Некоторые типы дискретных данных и некоторые данные, выраженные в процентах, этим условиям не удовлетворяют, и, следовательно, их нельзя анализировать при помощи р-карт и nр-карт.
Заметим, что проценты, подсчитанные на базе непрерывных величин, а не дискретных, нельзя исследовать при помощи р-карт. Разумеется, проценты вполне могут описывать доли, однако области определения перестают быть дискретными. Поэтому наносить данные этого типа на р-карты не имеет смысла. Для их анализа больше подойдут карта индивидуальных значений и скользящих размахов или карта средних значений и размахов.
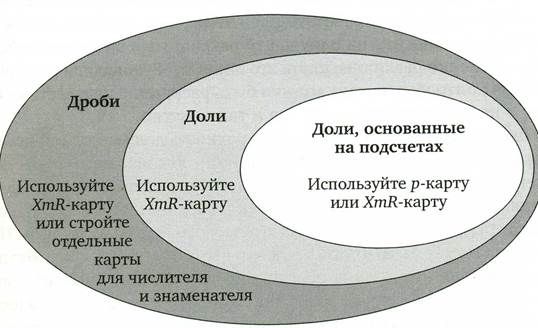
РИС . 7. Количественные характеристики, обычно выражаемые в процентах
Точно так же дроби, которые не являются долями, не годятся для р-карт. Все доли — дроби, но не все дроби — доли. Дробь можно считать долей тогда, когда знаменатель будет описывать область определения для значений числителя.
Многие дроби, используемые в промышленности,—это не доли. Например, отношение числа переделанных изделий к общему числу произведенных в этот день изделий. Это отношение может быть для чего-то полезно, но это не доля, объем произведенной сегодня продукции не влияет на сегодняшние переделки. Единственный способ построения карт для таких данных — использование методов, разработанных для факторов. Более того, для таких данных возникают необычные карты. Описанная выше контрольная карта для дроби выскакивала из статистически управляемого состояния и вверх, и вниз за два последовательных дня. Причиной этого скачка стала авария, из-за которой всепереключились с производства на переделку. Таким образом, в первый из этих двух дней знаменатель был очень маленьким, и дробь стала очень большой. На следующий день, когда с переделкой было покончено, числитель стал очень маленьким, и это повлияло на значение дроби. В общем, всегда лучше наносить на карту индивидуальные значения, а не дроби, как в этом примере.
Другая ситуация, которая не удовлетворяет условиям применимости модели биномиальнных вероятностей, возникает в тех случаях, когда доля негодной продукции непостоянна. В частности, и р-карты, и nр-карты подразумевают систему, имеющую стабильную долю негодной продукции, если процесс статистически управляем. Из этого предположения следует, что выборки, имеющие заведомо различные значения р, не стоит смешивать на одной карте. Примерами могут служить выборки, представляющие разные станки, разные линии или смены, о которых заранее известно, что они имеют разные доли негодной продукции. В таких случаях надо для каждой группы выборок вести отдельные карты. В то же время, если предполагается, что различные станки должны работать идентично, точки, относящиеся к этим станкам, можно наносить на одну карту различными символами. Если эти станки существенно различны, карта это покажет. Руководящим принципом организации контрольных карт должно быть раскрытие неизвестных сторон процесса, а не демонстрация того, что и так понятно.
Еще один случай, при котором неоднородность доли негодной продукции от выборки к выборке не будет постоянной, встречается, когда область определения становится чрезмерно большой. Когда п выражается тысячами, то практически невозможно получить как р-карты, так и nр-карты, которые показывали бы разумную степень статистической управляемости. Причин этого явления может быть много, но почти все они связаны с корректностью постановки задачи: что именно подсчитывается? Если некий контролер проверяет всю продукцию подряд, то может возникнуть проблема усталости: то, что кажется негодным в 9 утра, к концу рабочего дня может показаться вполне приемлемым. Итак, даже если поток выходящей с конвейера продукции имеет постоянную долю негодных изделий, контрольная карта этого постоянства может и не заметить. Если работает много контролеров, то возникает проблема вариации «от контролера к контролеру» в дополнение к проблеме усталости. Эта проблема делает весьма сомнительным использование р-карт для 100% данных. Большие области определения создают узкие пределы, что приведет к ложным сигналам тревоги и побуждает людей к поиску особых причин в процессе, тогда как истинная проблема заключается в контроле и подсчете или же в предположении о модели биномиальных вероятностей. Для данных такого вида гораздо лучше обычная ХmR-карта.
Пример №4 (см. приложение).
Наконец, в ситуациях, когда негодные изделия появляются группами, использовать карты для дискретных величин не следует. В этом случае не удовлетворяется условие 4 и, следовательно, нельзя применять биномиальную и пуассоновскую вероятностные модели. Когда негодная продукция образует кластеры, можно использовать 100%-ный контроль для отбраковки и нанести данные на карту хода процесса. Но будет неверным нанести на эту карту контрольные пределы, используя биноминальную или пуассоновскую модель. Когда присутствует группировка данных и 100%-ный контроль, карты для дискретных величин почти наверняка укажут на статистическую неуправляемость, безотносительно к тому, насколько хорош или плох исследуемый процесс на самом деле.
2.5. Карты для данных, основанных на распределении Пуассона.
Для биномиальных величин каждое изделие может быть годным или негодным. Такое разделение становится проблемой, если объекты очень сложны или непрерывны. Рассмотрим автомобиль. Его довольно трудно однозначно назвать годным или негодным. При имеющейся его сложности любой автомобиль был бы несоответствующим. В таком случае возникает вопрос: «Сколько дефектов в принципе может быть?» Следующий пример — рулон ткани. Один-единственный дефект в большинстве случаев не сделает этот рулон непригодным для использования. Однако чрезмерное число дефектов — достаточная причина для признания этого рулона некачественным.
В подобных случаях можно сосчитать сами дефекты. Результаты таких подсчетов будут иметь свои области определения, но их природа будет совершенно иной, чем в случае с биномиальной моделью. Для примеров выше, области определения — это, соответственно, весь автомобиль или весь рулон ткани. Хотя область определения в каждом из этих случаев состоит из одной явно определенной сущности (автомобиль или рулон), подсчитываемая величина (число дефектов) не ограничивается нулем и единицей. Такая дискретная величина может принимать огромные значения, а область определения изменилась от «числа отдельных объектов» до «ограниченной области пространства, времени или изделия».
Другой способ различать биномиальные и пуассоновские величины можно сформулировать при помощи следующего принципа. Для биномиальных величин можно сосчитать либо число годных, либо число негодных изделий. Для пуассоновских величин можно сосчитать только число дефектов, но ни в коем случае не «число недефектов».
Вот предварительные условия применения пуассоновского распределения:
Пуассоновское условие 1. Подсчет описывает число событий.
Пуассоновское условие 2. Эти дискретные события встречаются в хорошо
определенной конечной области пространства, времени или изделия.
Пуассоновское условие 3. Эти события случаются независимо друг от друга
и их вероятности прямо пропорциональны размерам областей определения. (Это означает, что вероятность события не зависит от того, какую часть пространства, или времени, или продукта вы выбрали как область определения — вероятность события однородна в каждой выборке.)
Первые два условия легко проверить для каждого конкретного случая, однако их выполнения недостаточно для суждения об использовании модели Пуассона. Именно третье условие существенно для использования распределения Пуассона.
Стандартное отклонение величины, распределенной по закону Пуассона, равно квадратному корню из ее среднего значения. Это свойство позволит нам обойтись без карты размахов и определить контрольные пределы лишь по одной статистике положения — среднему.
Еще раз напомним, что для сравнения отдельных результатов подсчетов они все должны иметь одну и ту же область определения. Если это требование выполнено, мы можем выразить среднее число обнаруженных дефектов так:

Вот формулы для вычисления контрольных пределов с-карты:
верхний контрольный предел: 
центральная линия: 
нижний контрольный предел: 
Когда распределение Пуассона характеризует последовательность подсчетов, эти пределы определяют их естественную вариацию. Удовлетворительные результаты можно получить, только если все три условия распределения Пуассона выполнены.