Курсовая работа: Координатно-расточные станки
- резьбонарезной,
- расточный.
· втулки переходные для инструмента с конусом Морзе
· оправки для фрез
· набор борштанг
· универсальный резцедержатель и резцедержатель с точной подачей
· микроскоп-центроискатель, оправка-центроискатель
· керн пружинный
· центр установочный
· широкий набор резцов расточных, сверл, развёрток, фрез, метчиков.
Рекомендуемая область применения - инструментальные и производственные цехи машиностроительных предприятий при индивидуальном и серийном производстве точных деталей без специальной оснастки.
Координатно-расточный станок мод.2Е450
Станок мод. 2Е450А – одностоечный с размерами стола 630х1120 мм, оснащённый оптической измерительной системой с экранным отсчётом, устройством для предварительного набора координат, автоматическим остановом стола и салазок в заданных положениях с помощью фотоэлектрического нуль-индикатора. Эталонами длины являются плоские стеклянные штриховые меры. Период вращения шпинделя осуществляется от регулируемого электродвигателя постоянного тока через трёхступенчатую коробку скоростей. В пределах каждой ступени частота вращения шпинделя регулируется бесступенчато в пределах 50-2500 об/мин. Подача шпинделя также регулируется бесступенчато с помощью фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине. Предусмотрены механические зажимы стола и ручной зажим шпиндельной бабки. Точность установки координат 0,004 мм, точность диаметра расточенного отверстия допускается не более 0,005 мм.
Координатно-расточный станок мод.2Д450
Одностоечный координатно-расточный станок мод. 2Д450 с рабочей поверхностью стола 630х1120 мм. оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок может использоваться как в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат 0,004 мм. и в полярной системе – 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок , перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом – на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1мм., линейка станины – 630 делений. Штрихи проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчёта большой точности на экране имеется дополнительная шкала, позволяющая производить отсчёт до 0,001 мм.
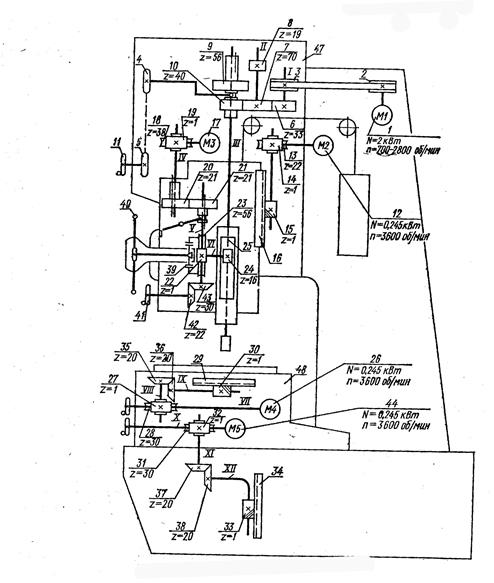
Рис. 2. Кинематическая схема станка мод. 2Д450
На рис.2 показана кинематическая схема станка мод. 2Д450. Цепь главного движения определяет вращение шпинделя с режущим инструментом, которое осуществляется от регулируемого электродвигателя постоянного тока 1 через ременную передачу 2-3, вал I, зубчатые колёса 6-7, вал II, колёса или 7-10 на шпиндель III. Частота вращения шпинделя изменяется бесступенчато путём регулирования электродвигателя 1 в пределах 700-2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком 11 через цепную передачу 4-5. Частота вращения контролируется тахогенератором, установленным на валу I.
Вертикальная подача гильзы, шпинделя осуществляется от отдельного электродвигателя 17 постоянного тока с широким диапазоном регулирования. Вращение через червячную передачу 18-19, шлицевый вал IV, зубчатые колёса 20-21, вал V и червячную пару 22-23, фрикционную муфту с рейкой 25 гильзы шпинделя. Рукоятками 40 при выключенной муфте можно вручную производить подъём или опускание гильзы шпинделя. Для более точных перемещений гильзы имеется маховичок 41, связанный с валом V коническими колёсами 42-43. Автоматическое выключение подачи гильзы шпинделя при достижении заданной глубины сверления осуществляется отключением 17 микропереключателем.
Установочное перемещение шпиндельной головки производится от асинхронного электродвигателя 12 через червячную передачу 13-14 и реечную 15-16. Перемещение заготовки в прямоугольной системе координат производится за счёт перемещения стола в продольном направлении и салазок – в поперечном от двух независимых электродвигателей постоянного тока 44 и 26 через аналогичные червячные передачи 27-28 и 31-32, конические передачи 35-36 и 37-38, реечные передачи 29-30 и 33-34.
Для закрепления стола, салазок и шпиндельной головки в нужных положениях применены унифицированные зажимы.
Таблица 1.
Модельный ряд координатно-расточных станков
| Модель | Характеристики |
| 2А450 | Станок с оптической системой отсчёта координат по осям X и Y |
| 2А450АФ10, 2Д450АФ10 | Станки с электронной отсчётно-измерительной системой, включающей устройство цифровой индикации, по осям X и Y. Режим электронного маховика. |
| 2Л450АФ11-01 | Станок с устройством цифровой индикации по осям X, Y и Z и предварительным набором координат по осям X и Y. Предусмотрен следящий режим позиционирования и режим электронного маховика с дискретностью перемещения стола 0,001 и 0,01 мм |
| 2Е450АФЗ0 | Станок с устройством ЧПУ, с возможностью задания программы обработки в диалоговом режиме по осям X и Y и цифровой индикацией координат по оси Z. |
| 2Л450АФ4 | Станок с устройством ЧПУ, с контурной обработкой по осям X , Y и Z. Графический монитор позволяет производить отладку программ без движения по осям. Программы обработки деталей могут быть подготовлены в диалоговом режиме стандартными текстовыми файлами или автоматизированными системами. |
2. Расчет критериев
2.1 Критерии развития технических объектов
Среди параметров и показателей, характеризующих любой технический объект, всегда имеются такие, которые на протяжении длительного времени имеют тенденцию монотонного изменения или тенденцию поддержания на определенном уровне при достижении своего предела. Эти показатели всеми осознаются как мера совершенства и прогрессивности, и они оказывают сильное влияние на развитие отдельных классов технических объектов и техники в целом.
Такие параметры и показатели называют критериями развития технических объектов. Об их важности можно судить по тому факту, что технический прогресс в области любых технических объектов обычно заключается в улучшении одних критериев без ухудшения (во всяком случае без значительного ухудшения) других. При формировании системы критериев развития должен удовлетворяться ряд условий:
- измеримости: за критерий развития может быть принят только такой параметр технического объекта, который допускает возможность количественной оценки по одной из шкал измерений;