Курсовая работа: Координатно-расточные станки
Содержание
Введение
1. Устройство и принцип действия координатно-расточных станков
2. Расчет критериев
2.1 Критерии развития технических объектов
2.2 Расчет критериев
2.3 Определение изменения критериев
3. Перспективы развития координатно-расточных станков
Заключение
Список литературы
Введение
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производства. Это широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развёртывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимой на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки её на другие станки, что особенно важно для тяжёлого машиностроения.
Характерной особенностью расточных станков являются наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. Широкое применение получают расточные станки с программным управлением, сокращающим время их переналадки, повышающим производительность труда и качество обработки.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специализированные. В свою очередь, универсальные станки разделяются на горизонтально-расточные, координатно-расточные и алмазно-расточные (отделочно-расточные). Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
1. Устройство и принцип действия координатно-расточных
станков
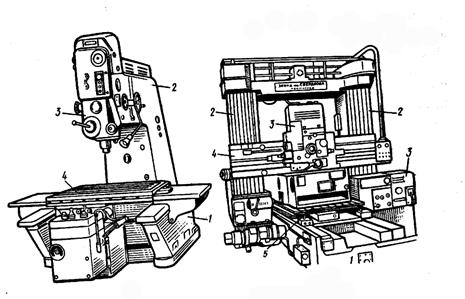
Координатно-расточные станки предназначены для обработки отверстий с точными координатами. Станки этого типа имеют два исполнения: одностоечное (рис.1, а) и двухстоечное (рис.1, б). Основными частями одностоечного координатно-расточного станка являются станина 1, стойка 2, расточная головка 3, стол с салазками 4. Двухстоечный координатно-расточный станок 2Е470А имеет следующие основные части: станину 1, стойки 2, расточные головки 3, траверсу 4, рабочий стол 5.
Обрабатываемую деталь закрепляют на плоскости стола, режущий инструмент – в шпинделе расточных головок. В зависимости от высоты обрабатываемой детали траверсу и расточную головку устанавливают на определённую высоту и закрепляют. Установка шпинделя на заданные координаты осуществляется перемещением стола в двух взаимно перпендикулярных направлениях (при работе на одностоечном станке) или перемещением стола в продольном направлении по направляющим станины и расточной головки в поперечном направлении по траверсе (в случае работы на двухстоечном станке портального типа). Особенностями конструкции, монтажа и обслуживания координатно-расточных станков являются:
наличие корригирующих устройств, компенсирующих погрешность шага ходового винта (на станках старых моделей);
применение оптических устройств для отсчёта координат; использование роликовых направляющих, воспринимающих массу салазок, стола, изделия и силу резания;
высокая точность обработки деталей и сборки узлов и высокое качество обрабатываемой поверхности; хорошая виброустойчивость и массивный фундамент; постоянная температура в помещении в пределах (20![]() 1,5)
1,5) ![]() С;
С;
высокая квалификация рабочих, обслуживающих станки; минимальные и регламентированные припуски на обработку отверстий.
а) б)
Рис.1. Координатно-расточные станки:
а – одностоечный: 1 – станина, 2 – стойка, 3 – расточная головка, 4 – стол с салазками;
б – двухстоечный: 1 – станина, 2 – стойки, 3 – расточные головки, 4 – траверса, 5 – рабочий стол
Одностоечные вертикальные координатно-расточные станки предназначены для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат.
Кроме того, на станке также возможно:
· нарезание резьбы;
· чистовое фрезерование поверхностей торцевыми или концевыми фрезами;
· подрезка торцов;
· разметка и контроль линейных размеров на деталях.
Поворотные столы, поставляемые со станками, позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и наклонных отверстий и плоскостей.
В условиях нормальной эксплуатации станки обеспечивают точность межцентровых расстояний при обработке в прямоугольной системе координат до 0,06 мм.
Станки комплектуются разнообразным инструментом и принадлежностями для сверления и растачивания отверстий, резьбонарезания, фрезирования и разметки:
· патроны:
- цанговый с комплектом цанг,
--> ЧИТАТЬ ПОЛНОСТЬЮ <--