Курсовая работа: Круглошлифовальный станок модели 3М151
где d — диаметр заготовки, мм;
n3 — частота вращения заготовки, об/мин.
3. Глубина шлифования (резания) — поперечное перемещение шлифовального круга перпендикулярно к обработанной поверхности за время одного продольного хода (глубина резания, т. е. толщина слоя металла, снимаемого за один рабочий ход, составляет 0,005—0,015 мм при чистовом шлифовании и 0,01—0,025 мм при черновом шлифовании).
4. Продольная подача — путь, пройденный заготовкой (или кругом) параллельно оси вращения круга за одну минуту (мм/мин) или за один оборот шлифуемой заготовки (мм/об).
Абразивные материалы
Абразивные материалы делятся на естественные (алмаз, кварц, корунд, наждак, кремень, гранит) и искусственные (нормальный электрокорунд, хромистый электрокорунд, титанистый электрокорунд, монокорунд; карбиды кремния, бора; синтетические алмазы и др.). Основными свойствами абразивных материалов являются твердость, режущая способность, прочность и износостойкость.
Алмаз естественный (А) — разновидность углерода. Его характеризуют наивысшая по сравнению с другими абразивными материалами твердость и хрупкость. Алмазы, непригодные в ювелирном деле, называют техническими и используют для шлифования.
Алмаз синтетический (АС) получают из углеродсодержащих веществ (графит и др.) с добавлением металлических катализаторов (хром, никель, железо, кобальт и др.) под действием высокой температуры и давления. Существует пять марок шлифпорошков из синтетических алмазов, которые различаются по механическим свойствам, форме и параметрам шероховатости: АСО — зерна с шероховатой поверхностью и пониженной прочностью и хрупкостью, работают с минимальными потреблением энергии и выделением теплоты, обладают хорошими режущими свойствами; АСР — зерна с меньшей хрупкостью и большей прочностью, хорошо удерживаются в связке; АСВ — зерна, имеющие более гладкую поверхность, меньшую хрупкость и большую твердость; АСК — зерна с меньшей хрупкостью и большей твердостью, чем зерна АСО, АСР, АСВ; АСС — зерна блочной формы, имеют максимальную прочность по сравнению с алмазами других марок и естественными алмазами. Алмазные микропорошки выпускают: с нормальной режущей способностью из естественного алмаза (AM) и из синтетических алмазов (АСМ); с повышенной режущей способностью из природных (АН) и синтетических (АСН) алмазов.
Электрокорунды получают из бокситов и глинозема. Они состоят из окиси алюминия А12 О3 и его примеси. Доля А12 О3 в нормальном электрокорунде и монокорунде составляет 93-96%. Нормальный электрокорунд 1А имеет разновидности 12А; 13А; 14А; 16А. Белый электрокорунд 2А имеет разновидности 22А, 23А, 24А, 25А. Легированный электрокорунд 3А имеет разновидности: 32А, 33А, 34А, 37А. Монокорунд 4А имеет разновидности 43А, 44А, 45А.
Карбид кремния — химическое соединение кремния и углерода, полученное при температуре 2100—2200°С и содержащее около 97—99 % SiC. Обладают высокими твердостью (тверже его только алмаз, эльбор, карбид бора), режущей способностью и теплостойкостью.
Карбид бора (КБ) — химическое соединение В4 С, обладает высокой режущей способностью, износостойкостью и химической стойкостью.
Кубический нитрид бора (КНБ) — сверхтвердый материал (43,6% бора и 56,4% азота). Обладает почти теми же абразивными свойствами, что и алмаз, и превосходит по износостойкости все известные абразивные материалы. КНБ не теряет режущих свойств при t = 1200°С. Абразивный материал из КНБ выпускают в виде шлифпорошков: эльбор (Л); кубонит (КО); микропорошки (КМ).
Зернистость абразивных материалов
Зернистость абразивных материалов характеризует размеры абразивных зерен (длина, ширина, толщина). Абразивный материал делят на шлифзерна, шлифпорошки, микропорошки и изготовляют следующих зернистостей: шлифзерно (размеры 2000—160 мкм) —- 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16; шлифпорошки (размеры 125— 40 мкм) — 12, 10, 8, 6, 5, 4; микропорошки (размеры 63— 14 мкм) — М63, М50, М40, М28, М20, М14; тонкие микропорошки (размеры 10—5 мкм) — М10, М7, М5. Зернистость шлифзерна условно равна 0,1 размера (в мкм) стороны ячейки сита (сетки) в свету, на которой задерживаются при рассеве зерна основной фракции. Зернистость алмазных и эльборовых шлифпорошков обозначают дробью, у которой числитель соответствует размеру (в мкм) стороны верхнего сита, а знаменатель — размеру 1 (в мкм) стороны ячеек нижнего сита для основной фракции (например, 400/250; 400/315; 160/100; 160/125). Процентное содержание основной фракции обозначают индексами В (высокое), П (повышенное), Н (низкое), Д (допустимое).
Структура шлифовального круга
Внутреннее строение шлифовального круга - количественное (объемное) соотношение в массе круга и взаимное расположение фаз: абразивной (занимаемой зернами); связующей (занимаемой связкой); газообразной (занимаемой порами). Некоторые инструменты имеют дополнительную фазу, занимаемую наполнителями.
Основой структуры является объемное содержание абразивного зерна в инструменте. Структура обозначается номерами от 0 до 20. Чем меньше зерен в единице объема, тем выше порядковый номер структуры для абразивных инструментов. В порах размещается стружка, которая при выходе шлифовального круга из соприкосновения с заготовкой должна свободно вылетать из пор, так как в противном случае потеряет режущую способность. На рис. 4 показаны различные структуры шлифовальных кругов.
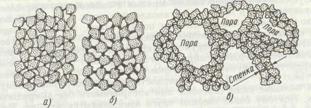
Рис. 4 . Структуры шлифовальных кругов:
а — закрытая, б - открытая, в — высокопористая
Алмазные круги имеют алмазоносное кольцо толщиной 1,5—3 мм, которое закрепляют на корпусе. Материал корпуса — стали, алюминиевые сплавы, пластмассы и др. Алмазный слой состоит из алмазных зерен, связки, наполнителя.
Материал или совокупность материалов, применяемых для закрепления абразивных зерен в абразивном инструменте, называют связкой. Различают органические, минеральные (керамические) и металлические связки. К органическим связкам относятся бакелитовая, вулканитовая, эпоксидная, глифталиевая и др.
В бакелитовой связке (Б) главной составляющей является жидкий или порошкообразный бакелит (искусственная смола). Круги на этой связке, работают на очень высоких скоростях (80 м/с и более), обладают высокой прочностью. При длительном воздействии температуры 250 - 300°С связка выгорает, при температуре 200°С и выше становится хрупкой, что приводит к разрушению кругов. Круги на бакелитовой связке используют главным образом без охлаждения, так как связка разрушается под действием щелочных растворов, содержащихся в СОЖ. Круги на бакелитовой связке можно изготовлять высотой 0,5 мм) и использовать для абразивной прорезки.
Вулканитовая связка (В) состоит в основном из синтетического каучука с различными добавками. Круги обладают большей (чем круги на бакелитовой связке) упругостью и используются для отрезки и прорезки.
Керамические связки (К) являются смесями огнеупорной глины, полевого шпата, кварца, мела, талька и других составляющих. Круги на этой связке имеют наибольшую пористость, поэтому меньше засаливаются, обладают хорошей водоупорностью, работают с СОЖ, легко режут металл. Недостаток — чувствительность к ударным нагрузкам.
Силикатную связку (С) изготовляют из жидкого стекла в смеси с окисью цинка, мелом, глиной и др. Она обладает достаточной прочностью. Круги на этой связке быстро изнашиваются, но работают с малым выделением теплоты. Их обычно применяют без охлаждения.
Металлические связки (М) изготовляют из сплавов меди, олова, цинка, алюминия, никеля и используют в основном для алмазных инструментов.
Твердость абразивного инструмента
Твердость абразивного материала это величина, характеризующая свойство материала сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик в пределах установленных норм. Чем выше твердость абразивного инструмента, тем большие силы способны они воспринимать без выкрашивания. Поэтому более твердые круги изнашиваются меньше. Мягкими абразивными инструментами называют такие, в которых абразивные зерна удерживаются слабо. Твердость абразивных инструментов зернистостью 12—М14 определяют на приборе Роквелла путем вдавливания стального шарика (0 5— 10 мм) в тело инструмента под нагрузкой 981 или 1471 Н. Затем измеряют глубину лунки.
Назначение, применение и выбор шлифовальных кругов
Типы и основные размеры шлифовальных кругов стандартизованы. Существует ряд типов и несколько сотен типоразмеров кругов (рис. 5).
Шлифовальные круги изготовляют классов точности АА, А и Б. Для кругов класса точности Б используют шлифовальные материалы с индексами В, П, Н, Д, характеризующими содержание основной фракции для кругов класса А — только с индексами В, П, Н, для кругов класса АА — только с индексами В и П. Предельные отклонения зависят от номинальных размеров инструмента D, H, d(см. рис. 5). Контроль размеров абразивного инструмента осуществляют универсальным измерительным инструментом, специальными калибрами и шаблонами.
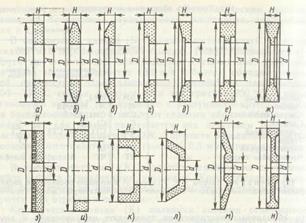
Рис. 5 . Формы сечений шлифовальных кругов: