Курсовая работа: Металлообработка
При затачивании твердосплавного инструмента шлифовальными кругами из карбида кремния (63С) рекомендуется скорость резания снижать до 8-15 м/с и поперечную подачу До 0,01 - 0/03 мм/дв. ход. При затачивании твердосплавного инструмента рекомендуется применять более мягкие круги, чем для затачивания инструмента из стали. Твердость кругов для вольфрамовых сплавов СМ1-СМ2, для титановых М2-МЗ.
Затачивание инструмента из твердого сплава и минералокерамики простой конфигурации целесообразно осуществлять кругами из карбида кремния зеленого на бакелитовой связке. Шлифовальные круги на бакелитовой связке лучше самозатачиваются. Съем металла кругами на бакелитовой связке (при одинаковых режимах работы) больше, чем кругами на керамической связке. Дефектный слой на поверхности, заточенной кругами на бакелитовой связке, появляется при поперечных подачах выше 0,18 - 0,25 мм/дв. ход. При оптимальных режимах затачивания шероховатость поверхности соответствует Rа = 0,32-0,16 мкм и величина завалов не превышает 0,1-0,2 мм. При затачивании шлифовальными кругами на бакелитовой связке рекомендуются следующие режимы: окружная скорость круга 16-25 м/с, поперечная подача 0,15-0,20 мм/дв. ход, продольная подача 2-5 м/мин. Недостатком кругов на бакелитовой связке является их повышенный расход по сравнению с расходом керамических кругов.
При работе торцом шлифовального круга его связка и отдельные зерна работают на сжатие и выдерживают нагрузку в 6-8 раз большую, чем нагрузка на разрыв. При работе периферией плоского круга или конической частью чашечного круга его связка и отдельные зерна работают на изгиб и отрыв, что обеспечивает лучшую самозатачиваемость круга. Работа периферией и конической частью чашечного круга уменьшает также площадь и время контакта между шлифовальным кругом и обрабатываемой поверхностью, что снижает теплообразование. Уменьшение площади контакта при затачивании торцом круга обеспечивается его поднутрением под углом 10-15° или заправкой его по радиусу. Для работы периферией круга с повышенными подачами рекомендуется затачивать инструмент в приспособлениях на кругло - или плоско-шлифовальных станках.
Затачивание и доводка алмазными кругами
Применение синтетических алмазных кругов для шлифования, затачивания и доводки инструмента из твердого сплава обеспечивает получение режущих кромок повышенного качества с минимальным радиусом закругления 3-5 мкм, минимальной глубиной разрушения поверхностного слоя и малой шероховатостью поверхности.
Стойкость твердосплавного инструмента, заточенного и доведенного алмазными кругами, на 40-50% для однолезвийного и в 2 раза для многолезвийного инструмента выше, чем стойкость того же инструмента при затачивании кругами из карбида кремния зеленого и доводке карбидом бора. Производительность затачивания алмазными кругами в 2 раза выше производительности абразивного затачивания. Доводка алмазными кругами в 3-4 раза производительнее доводки карбидом бора.
Алмазные круги в. процессе правильной эксплуатации имеют незначительный износ, что обеспечивает высокую степень точности затачиваемого инструмента.
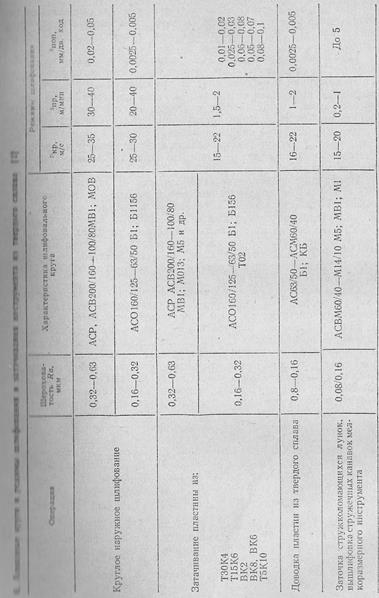
Алмазные круги характеризуются маркой алмаза, видом связки, зернистостью и концентрацией алмазов. В табл.6 приведены рекомендации по выбору характеристик алмазных кругов.
Режимы шлифования и затачивания
Стойкость режущего инструмента зависит от режимов, условий затачивания и характеристики шлифовального круга. При выборе режимов одним из основных критериев является температура шлифуемой поверхности. Экспериментально установлено, что критическая температура при шлифовании инструмента из быстрорежущей стали 650-750 °С. Критическая температура при шлифовании инструмента из твердых сплавов находится в пределах 700-1100°С (в зависимости от марки Твердого сплава и метода шлифования), Для повышения производительности рекомендуется вести шлифование и затачивание инструмента с переменной глубиной шлифования. В начальный период надо вести шлифование с максимальной подачей, затем по достижении припуска, достаточного для удаления прижога, снижать подачу и вести окончательное шлифование выхаживанием без подачи.
Режимы бездефектного шлифования можно рассчитывать по температурному критерию или по критерию удельной мощности шлифования, легко контролируемому в условиях производства. По данным ВНИИинструмент, при алмазном затачивании с охлаждением кругами на металлической связке независимо от режимов шлифования вероятность возникновения трещин зависит от удельной мощности шлифования. Для сплава Т15К6 при мощности 0,6 кВт на 1 см2 трещин не наблюдается, при мощности 0,6-1,2 кВт на 1 см2 имеются короткие трещины, устраняемые доводкой или выхаживанием. Когда мощность превосходит 1,2 кВт возникают трещины, не устраняемые доводкой.
Шлифование многогранных неперетачиваемых пластин
Многогранные неперетачиваемые пластины изготовляют нормальной точности и прецизионные. Биение главных режущих кромок у фрез с шестью-, пятью - и четырехгранными пластинками на двух смежных зубьях должно быть не более 0,12 мм, а на всей фрезе - не более 0,2 мм, торцовое биение допускается не более 0,2 мм. Предельное отклонение положения зачистных фасок относительно боковых поверхностей пластин повышенной точности ±0,01 и прецизионных пластин ±0,003 мм. Многогранные пластинки по биению главных режущих кромок сортируют по группам.
По плоскостям пластинки подвергают доводке или шлифованию. Доводку выполняют на дисковом доводочном полуавтомате ЗБ816И круглыми чугунными притирами с абразивной или алмазной суспензией. Более производительна обработка пластинок шлифованием. Широко применяют при шлифовании твердосплавных пластин станок 33731 с прямоугольным столом и вертикальным шпинделем, работающий по принципу электрохимического шлифования.
Для алмазного шлифования твердосплавных многогранных неперетачиваемых пластин выпускают специальные автоматизированные станки. Плоскошлифовальный полуавтомат МШ-280 служит для шлифования опорных торцов пластин. Станок имеет два стола, работающих поочередно.
Обработка профиля фасонных поверхностей твердосплавного инструмента.
Профили фасонных поверхностей инструмента из твердого сплава обрабатывают шлифованием, анодно-механическим, электроискровым, электрохимическим и ультразвуковым методами. Шлифование производят шлифовальными кругами из карбида кремния ранее описанными способами. Алмазные круги успешно применяют на профилешлифовальных станках и при шлифовании непрофилированным кругом или специально изготовленными профилированными кругами.
Шлифование абразивными кругами 63С и непрофилированными алмазными кругами аналогично шлифованию инструмента из быстрорежущей стали.
В профилировании алмазных кругов имеются некоторые особенности. Для профилирования алмазных кругов применяют: метод абразивного шлифования, электроискровую обработку, гальванопластику с ориентированием алмазных зерен, шаржирование с одновременным формированием профиля алмазоносного слоя на органической связке и образование профиля круга путем пластического деформирования алмазоносного слоя на металлической связке фасонным накатным роликом. Накатывание роликом обеспечивает точность профиля 0,005-0,01 мм при минимальном радиусе закругления 0,03-0,04 мм, высокую производительность при правке (время накатывания нового профиля 10-30 мин) и значительное снижение расхода алмазов.
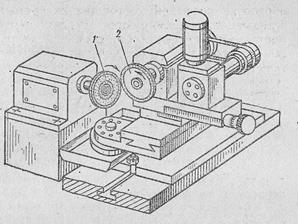
Рис.2 Приспособление для правки алмазного круга.
На рис.2 показана схема универсального приспособления для правки алмазного круга 1 по радиусу и под углом методом шлифования кругом 2. Для правки алмазного круга применяют также оптические профилешлифовальные станки. При этом круг устанавливают в приспособление для обработки круглых деталей. Правку производят методом шлифовании алмазным кругом из природных алмазов или кругом из карбида кремния. Трудоемкость правки шлифовальным кругом на этом станке очень велика.
Уменьшение трудоемкости достигается модернизацией привода шлифовального шпинделя и доведением скорости вращения круга до 60 м/с.
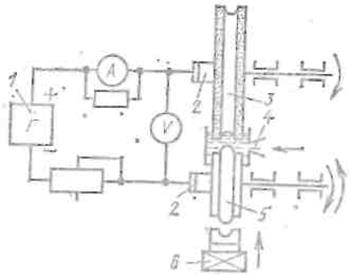
Рис.3 Правка алмазного круга электроэрозионным способом:
1-генератор импульсов; 2-электрические контакты; 3-алмазный шлифовальный круг; 4-ванна диэлектрика; 5-фасонный роликовый электрод для правки; 6-фасонный токарный резец.
Электроэрозионный способ правки алмазных кругов обеспечивает специальная установка (рис.3). При электроэрозионной правке алмазы, закрепленные в связке алмазного слоя, удаляются из нее под действием электрических импульсов и уносятся потоком диэлектрика. Точность профиля при этом составляет 15-25 мкм.
Для обработки профиля фасонных поверхностей методом анодно-механической обработки применяют полуавтоматические станки двойного копирования. Профилирующим инструментом (катодом) является профильный чугунный диск, подключенный к источнику постоянного тока напряжением 24 В, положительный полюс присоединяют к заготовке обрабатываемого инструмента. В зону контакта диска с обрабатываемой заготовкой через сопло подается электролит. Для повышения устойчивости и производительности процесса при обработке широких профилей со значительной площадью контакта подача электролита производится профилирующим диском. Электролит подается в центр диска центробежной силой, перемещается к периферии и через отверстия и прорези диска подается в зону контактирования.
Профилирующий чугунный диск предварительно обрабатывают на токарном станке и окончательно профилируют (обтачивают) на планшайбе полуавтомата специальным фасонным резцом, установленным на суппорте. При этом число оборотов диска снижается до 20. Обработку ведут при скорости диска 20-30 м/с, съем по сплаву Т5КЮ до 600 мм3/мин.
Профилирование призматических и дисковых резцов, оснащенных твердосплавными пластинками, производится по способу электроискровой обработки отдельными участками с применением цилиндрических, конических и фасонных дисков. На станке ЛКЗ-54 электроискровую обработку производят методом двойного копирования. Фасонным резцом профилируется алюминиевый электродиск (закрепленный на шпинделе станка), который затем обрабатывает поверхность резца из твердого сплава.
Обработку призматических резцов ведут при поступательном перемещении стола. Дисковые резцы обрабатывают в приспособлении, обеспечивающем вращение резца относительно оси. Вращение приспособления осуществляется электродвигателем. Точность перенесения профиля зависит от режима обработки и обусловливается величиной межэлектродного промежутка. При электроискровой обработке может быть достигнута точность по 6-му квалитету и шероховатость поверхности Rа = 1,25-0,63 мкм. Фасонные профили твердосплавных резьбовых и фасонных резцов могут быть вырезаны электродом-проволокой по копиру на электроискровой установке 4531 с электроконтактной копировальной системой или на станке 4531ФЗ.