Курсовая работа: Модернизация макаронного пресса
Схема производства макарон с сушкой в лотковых кассетах. По этой схеме (рис.7) вырабатывают макароны любого диаметра длиной 20-25 см.
Выходящую из матрицы пресса 1 прядь сырых макарон с помощью катающегося стола 2 укладывают в лотковые кассеты и разрезают. На многих предприятиях эта операция механизирована, ее выполняют раскладочно-резательные машины.
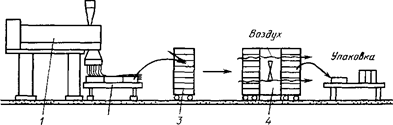
Рисунок 7 - Схема производства макарон с сушкой в лотковых кассетах
Заполненные сырыми изделиями кассеты перекладывают на вагонетки 5 или тележки и перевозят в сушильное отделение. Здесь установлены бескалориферные сушильные шкафы 4, к которым плотно подставляют вагонетки с заполненными кассетами, либо вручную перекладывают кассеты из тележки в сушильный шкаф. Сушка заключается в том, что поток воздуха из вентилятора сушильного аппарата проходит через макароны, уложенные в кассеты. По окончании сушки готовые изделия в вагонетках или на тележках поступают в упаковочное отделение, где изделия после остывания и отбраковки фасуют вручную или укладывают в крупную тару насыпью. Пустые кассеты в вагонетках или на тележках подают к прессу, где процесс повторяется снова.
Основные недостатки кассетного способа производства макарон состоят в том, что затрачивается много ручного труда и макароны всегда получаются искривленными. Однако до сих пор по такой схеме в нашей стране вырабатывают основную массу макарон. Объясняется это тем, что кассетный способ не требует сложного и дорогого оборудования (сушильные шкафы, вагонетки и тележки изготавливают в мастерских макаронных предприятий) и больших площадей.
В последние годы с целью доведения ручного труда до минимума при кассетном способе производства макарон на ряде предприятий созданы механизированные поточные линии. На рис.8 приведена схема одной из таких линий. Выпрессовываемая шнековым прессом 1 прядь макарон поступает в раскладочно-резательную машину 2, где происходят механическая укладка и резка макарон в лотковые кассеты 3. Заполненные кассеты укладывают вручную стопками на два цепных транспортера 5, проходящих по обеим сторонам сушилки.
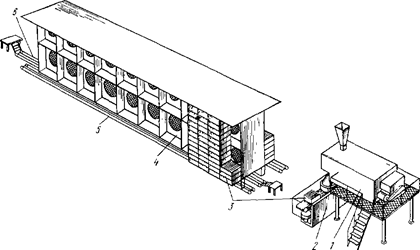
Рисунок 10 - Механизированная поточная линия для производства макарон с сушкой в лотковых кассетах
Сушилка представляет собой несколько шкафных сушильных аппаратов, установленных в ряд. При медленном перемещении стопок кассет транспортерами происходит высушивание макарон. Сухие макароны вынимают из кассет на упаковочном столе 6, а пустые кассеты подают к раскладочно-резательной машине для очередного заполнения сырыми изделиями.
Схема производства длинных макаронных изделий на автоматизированных поточных линиях с сушкой подвесным способом. По этой схеме в нашей стране пока изготавливают сравнительно небольшое количество макаронных изделий. Однако благодаря высокой степени механизации и автоматизации всех технологических процессов, осуществляемых непрерывно действующими машинами и агрегатами, входящими в состав линий, этот способ производства высококачественных макаронных изделий (макарон особых и соломка, вермишели и лапши) получает все большее распространение у нас в стране. В настоящее время по этой схеме в макаронной промышленности работают линии итальянской фирмы "Брайбанти" и подобные им отечественные линии Б6-ЛМГ, Б6-ЛМВ и ЛМБ.
На рисунке 9 изображена схема линии Б6-ЛМВ. Непрерывно-действующий пресс 2 выпрессовывает через прямоугольную матрицу пряди, которые специальным автоматом (саморазвесом) 1 развешиваются на бастуны. В таком состоянии они поступают на сушку. Сначала пряди макарон проходят сушку в предварительной сушилке 5, где интенсивно удаляется влага из полуфабриката, а затем в окончательной сушилке 4, в которой влага медленно удаляется из изделий. В сушилках бастуны с изделиями перемещаются транспортерами, расположенными в несколько ярусов. Высушенные изделия на бастунах поступают в стабилизатор - накопитель 5, а затем машиной б снимаются с бастунов и поступают на упаковку. Порожние бастуны цепным транспортером подаются к саморазвесу. Обычно линии укомплектовывают фасовочными машинами для упаковки продукции в коробочки.
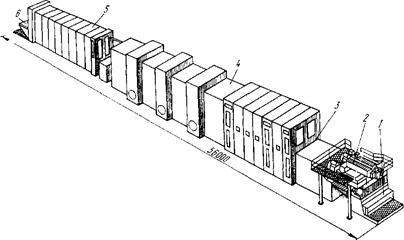
Рисунок 11 - Автоматизированная поточная линия Б6-ЛМВ для производства длинных макаронных изделий
Схема производства длинных изделий на автоматизированных поточных линиях с предварительной сушкой на рамках и окончательной сушкой в цилиндрических кассетах. По этой схеме изготавливают длинные макаронные изделия на автоматизированных поточных линиях французской фирмы "Бассано". В нашей стране работают две такие линии. Линия включает в себя макаронный пресс, расстилочную машину, предварительную и окончательную сушилки, стабилизатор-накопитель и группу упаковочных машин. Основные преимущества этой схемы - отсутствие сухих отходов и получение абсолютно прямых изделий одинаковой длины. Достигается это тем, что разрезанные на отрезки одинаковой длины макаронные изделия после предварительной сушки на рамках проходят окончательную сушку внутри вращающихся цилиндрических кассет. Таким образом, изделия высушиваются в процессе непрерывного перекатывания по внутренней поверхности цилиндрических кассет, что делает их абсолютно прямыми.
Схема производства короткорезанных изделий на комплекс на механизированных поточных линиях. Линия (рис.10) состоит из двух основных элементов: шнекового макаронного пресса 1 и сушилки непрерывного действия 2.
Выпрессовываемые изделия непрерывно нарезаются каким-либо механизмом для резки коротких изделий и подаются на верхнюю ленту паровой конвейерной сушилки. Постепенно пересыпаясь с верхней ленты на нижележащую, изделия обдуваются нагретым сушильным воздухом.
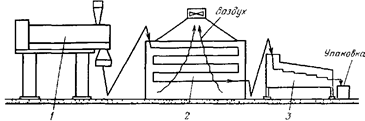
Рисунок 12 - Схема комплексно-механизированной поточной линии для производства короткорезанных изделий
Высушенные изделия охлаждаются чаще всего в виброохладителях 5 или просто на ленточных транспортерах достаточной длины, подающих их в упаковочное отделение. Высокая степень механизации, гибкость схемы, большая производительность дали ей широкое распространение в нашей стране в послевоенные годы. Схема производства коротких изделий на автоматизированных поточных линиях. Выработка макаронных изделий по этой схеме отличается от производства по предыдущей более высокой степенью механизации и автоматизации процессов, более высоким качеством получаемых изделий в связи с использованием более продолжительной сушки, осуществляемой в три этапа - предварительная подсушка, предварительная и окончательная сушка. Помимо матриц и режущих механизмов для получения короткорезанных изделий линии обычно укомплектовывают щелевидными матрицами для получения ленты теста и штампмашинами, что позволяет вырабатывать на них также штампованные изделия.
Линия (рис.11) состоит из шнекового макаронного пресса 1, установки для предварительной подсушки 2, предварительной 5 и окончательной б сушилок, стабилизатора-накопителя 11, а также вспомогательных и транспортирующих устройств: ковшовых элеваторов 3, б и 9, раскладчиков изделий 4 и 7 и ленточных транспортеров 10 и 12.
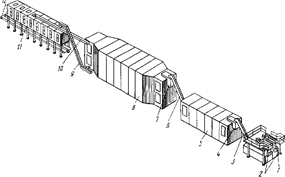
Рисунок 13 - Автоматизированная поточная линия фирмы "Брайбанти" для производства коротких изделий
2.3 Основные агрегаты макаронного производства - прессующее устройство и матрицы
Шнековые прессы классифицируют по числу корыт тестосмесителя (одно-, двух-, трех - и четырехкорытные), по числу прессующих устройств или прессующих шнеков (одно-, двух - и четырехшнековые), по наличию и месту вакуумирования теста (в тестосмесителе или в шнековой камере), по форме матрицы и по конструкции тубуса.
В настоящее время на наших макаронных предприятиях эксплуатируются отечественные макаронные прессы ЛПЛ-1М, ЛПЛ-2М и ЛМБ. Последние установлены в автоматизированных поточных линиях ЛМБ, а также автоматизированные поточные линии итальянской фирмы "Брайбанти", а французской фирмы "Бассано" - пресс ВВК 140/4.
Ростовский-на-Дону машиностроительный завод приступил к выпуску прессов серии Б6-ЛПШ производительностью 500,.750 и 1000 кг/ч готовых изделий.
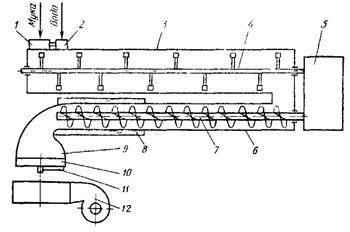
Для того чтобы понять принцип работы пресса и назначение отдельных его узлов рассмотрим технологическую схему одно-корытного одношнекового макаронного пресса с круглой матрицей, представленного на рисунке 14.
Технологическими узлами пресса являются дозаторы муки 1 и воды 2, тестосмеситель, состоящий из корыта 3 и вала 4 с лопатками, прессующее устройство, включающее шнековый цилиндр с водяной рубашкой 6 и шнек 7, прессовая головка, сменная матрица 10, режущий механизм 11 и обдувочное устройство 12. Вращение валов тестосмесителя и шнека обычно осуществляется от единого привода 5.