Курсовая работа: Назначение и характеристика кривошипно-шатунного механизма двигателя Д–240
Содержание
1 .Назначение и характеристика кривошипно - шатунного механизма двигателя Д – 240
2 .Назначение, устройство, анализ условий работы и дефекты коленчатого вала двигателя марки Д-240
3 .Применяемые способы восстановления коленчатого вала
4 .Проектирование технологического процесса восстановления коленчатого вала
4.1 Обоснование способов восстановления. Выбор рационального способа восстановления
4.2 Определение режимов нанесения покрытия, выбор материалов и технологического оборудования, механической обработки и норм времени выполняемых операций
4.3 Технико - экономическое обоснование проекта
Заключение
Список используемой литературы
1 Назначение сборочной единицы (кривошипно-шатунного механизма двигателя Д-240)
Кривошипно-шатунный механизм является основным механизмом поршневого двигателя. Он служит для восприятия давления газов в такте рабочего хода и преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала. Он состоит из блок-картера, гильз и головок цилиндров, поршней с кольцами и поршневыми пальцами, шатунов, коленчатого вала, коренных и шатунных подшипников и маховика.
Во время работы двигателя на детали кривошипно-шатунного механизма действуют давление газов, силы инерции возвратно-поступательно движущихся масс, инерции неуравновешенных вращающихся масс, тяжести и трения. Все эти силы, за исключением силы тяжести, изменяют значение и направление рассматриваемых величин в зависимости от угла поворота коленчатого вала и процессов, происходящих в цилиндре двигателя.
2 Назначение, устройство, анализ условий работы и дефекты коленчатого вала двигателя марки Д-240
Коленчатый вал - одна из основных деталей двигателя, определяющая вместе с другими деталями цилиндропоршневой группы его ресурс. Ресурс коленчатого вала характеризуется двумя показателями: усталостной прочностью и износостойкостью. Коленчатый вал воспринимает через шатуны усилия, действующие на поршни, и передает их механизмам трансмиссии. От него приводятся в действие различные механизмы двигателя.
Коленчатый вал (рисунок 1.1) состоит из следующих основных элементов:
а) коренных шеек 1 , которыми вал опирается на коренные подшипники, расположенные в картере;
б) шатунных шеек 11;
в) щек 2 и 12, связывающих коренные и шатунные шейки; дляуменьшения концентрации напряжений, места перехода шеек в щекивыполнены в виде закруглений 13, называемых галтелями;
г) носка (переднего конца);
д) хвостовика (заднего конца).
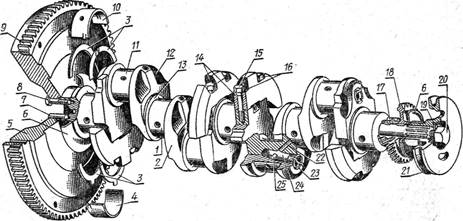
Рисунок 1.1- Коленчатый вал дизеля Д-240:
1 - коренная шейка; 2 - щека; 3 - упорные полукольца; 4 - нижний вкладыш пятого коренного подшипника; 5 - маховик; 6 - маслоотражатель; 7 -установочный штифт; 8 - болт крепления маховика; 9 - зубчатый венец; 10 - верхний вкладыш пятого коренного подшипника; 11 - шатунная шейка; 12 - щека; 13 - галтель; 14 - противовес; 15 - болт крепления противовеса; 16 - замковая шайба; 17 -шестерня коленчатого вала; 18 - ведущая шестерня привода масляного насоса; 19 -упорная шайба; 20 - болт; 21 - шкив; 22 - канал подвода масла в полость шатунной шейки; 23 - пробка; 24 - полость в шатунной шейке; 25 - трубка для чистого масла.
При эксплуатации двигателя в результате действия высоких и непостоянных динамических нагрузок от давления газов и сил инерции возвратно-поступательно движущихся и вращающихся частей вал подвергается кручению и изгибу, отдельные поверхности (шатунные и коренные шейки и др.) - изнашиванию. В структуре металла накапливаются усталостные повреждения, возникают микротрещины и другие дефекты. Износ элементов определяют, используя универсальный и специальный мерительный инструмент. Для обнаружения трещин используютмагнитные дефектоскопы. При эксплуатации у коленчатых валов возникает, как правило, много дефектов, основные из которых приведены в таблице 1.1.
Таблица 1.1 - Основные возможные неисправности коленчатых валов и способы их устранения
| Дефект | Основные способы устранения |
|
Износ: коренных и шатунных шеек; овальность, конусность, задиры | Шлифование под ремонтный размер. Нанесение покрытий наплавкой, электроконтактной приваркой ленты, газотермическим напылением порошковых материалов, металлизацией. Постановка полуколец, пластинирование. |
| посадочных мест под распределительную шестерню, шкив и маховик | Наплавка, электроконтактная приварка ленты, металлизация. |
| маслосгонной резьбы | Углубление резьбы резцом до нормального профиля |
| поверхности фланца под маховик | Наплавка, металлизация |
| штифтов под маховик | Замена штифтов |
| шпоночных канавок | Фрезерование под увеличенный размер шпонок, новой шпоночной канавки. Наплавка с последующим фрезерованием шпоночной канавки |
| посадочного места наружного кольца шарикоподшипника в торце вала | Растачивание посадочного места. Запрессовка втулки |
| Отверстий под штифты крепления маховика | Развертывание под ремонтный размер; заварка |
|
Резьбы (срыв более двух ниток резьбы) | Растачивание или зенкерование с последующим нарезанием резьбы увеличенного размера; углубление резьбовых отверстий с последующим нарезанием такой же резьбы под удлиненные болты (пробки). Постановка резьбовых спиральных вставок |
| Скручивание вала (нарушение расположения кривошипов) | Шлифование шеек под ремонтный размер; наплавка шеек с последующей обработкой |
| Торцовое биение фланца | Подрезание торца фланца точением или шлифованием |
| Изгиб вала: до 0,15…0,20 мм до 0,20…1,20 мм |
--> ЧИТАТЬ ПОЛНОСТЬЮ <-- К-во Просмотров: 848
Бесплатно скачать Курсовая работа: Назначение и характеристика кривошипно-шатунного механизма двигателя Д–240
|