Курсовая работа: Описание конструкции и назначения детали, анализ ее технологичности
Токарная
А. Установить и закрепить заготовку
Т.3-х Кул. патрон ГОСТ-2675-80; разрезная втулка.
01. Подрезать торец в размер 132;
02. Точить Ø 106h14 на длину 45 мм с образованием буртика
03. Точить Ø100h12
0.4 Точить канавку шириной 1.5 мм
0.5 Точить Ø 96h9 на длину 45мм
0.6 Образование фаски 1.5х45
0.6 Расточить отверстие Ø52Н14 на длину 40мм с образованием буртика
0.7 Расточить отверстие Ø31Н14
0.8 Расточить отверстие 35Н11
0.9 Образование фаски 1.5х45
Патрон 3-х кулачковый ГОСТ 2675-80 с разрезной втулкой
Сверлильная.
А. Установить и закрепить заготовку
Т. Спец. приспособ.
01. Сверлить отверстие Ø8
02. Зенковать отверстие на глубину 1.6мм
03. Нарезать резьбу М8-7Н
1.4 Выбор схемы базирования детали
При проектировании технологического процесса механической обработки выбираются установочные базы обрабатываемой детали для каждой операции, от которых зависит точность обработки детали. Установка обрабатываемой детали базовыми поверхностями в приспособлении определяет ее положение относительно режущего инструмента. Поэтому при выборе базовых поверхностей будет руководствоваться правилом "совмещения баз", а именно стремиться к совмещению технологических установочных баз с конструкторскими и измерительными базами. Способ установки детали для обработки на станке, выбирается с учетом типа производства. Для серийного, среднесерийного, производства деталь для обработки на станке устанавливают непосредственно в приспособление. Согласно маршруту обработки на операции 035 Сверлильная, требуется сверлить сквозное отверстие под резьбу М8-7H, снять фаску, нарезать резьбу М8-7H. Операция будет выполняться на вертикально-сверлильном станке модели 2М112, спиральным сверлом Ø6.7 Т5К10 ГОСТ 20695-75 (рис.4)
Зенкер ГОСТ 14953-80 (рис.3)
| Обозначение | D | d0 | D | L | l |
| 2353-0114 | 10 | 1.6 | 8 | 46 | 14 |
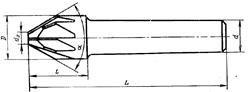
(Рис.3)
| Обозначение | d | L | l |
| 2300-3977 | 6.7 | 90 | 45 |
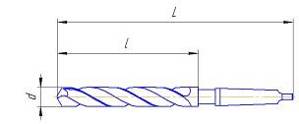
(Рис.4)
Короткий метчик с шейкой для метрической резьбы (крупный шаг) ГОСТ-3266-81 (Рис.5)
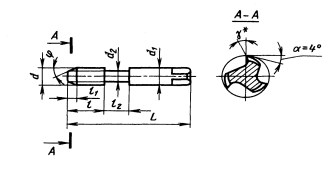
(Рис.5)