Курсовая работа: Описание конструкции и назначения детали, анализ ее технологичности
Р т - осевая сила резания табличная, Н [стр.126, карта 46, лист 1]
К Рм - поправочный коэффициент на осевую силу [стр.143, карта 53, лист 1]; К Рм = 1,3
Р = 1885/1,3 = 1450 Н
2. Расчетная часть
2.1 Определение погрешности базирования
Погрешностью базирования ![]() называют разность предельных расстояний измерительной базы относительно установленного на заданный размер заготовки режущего инструмента. Погрешностью базирования возникает (Рис.8), когда опорная установочная база обрабатываемой детали не совмещена с измерительной базой.
называют разность предельных расстояний измерительной базы относительно установленного на заданный размер заготовки режущего инструмента. Погрешностью базирования возникает (Рис.8), когда опорная установочная база обрабатываемой детали не совмещена с измерительной базой.
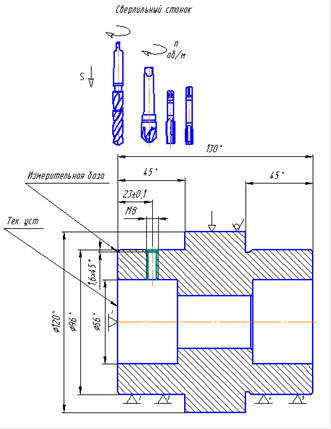
(Рис.8) Схема базирования
Вследствие того, что установочная и измерительная базы совмещены по торцу 130мм, то погрешность для размера 23±0,1 будет равна 0.
2.2 Расчет необходимой силы зажима обрабатываемой детали
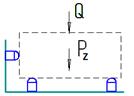
(Рис.9)
Так как сила резания и сила зажима направлены в одно направление они совпадают. В данном случае сила резания - это осевая сила при сверлении равна ![]() =1450 (Н), см. стр. 19
=1450 (Н), см. стр. 19
![]()
Расчет силы зажима.
η - кпд, учитывающий потери от трения между прижимной планкой 3 и ее опорой (η = 0,95)
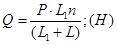
За исходное усилие Ро принимаем:
исходное усилие Ро перемножить на длину рукоятки (L) и диаметр винта (d)
Ро - исходное усилие 140…200 Н ;
L - Длина рукоятки 14, мм
d - Диаметр винта 5мм
![]()
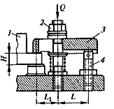
(Рис.10)
1) 
2) 
3) 
([4] стр.45)
Расчет номинального наружного диаметра винта.
[σр ] - допускаемое напряжение на растяжение ([σр ] = 58…98 МПа.)
Винты и гайки изготовляют из Стали 35; 45 ГОСТ 1050-88;
твердостью HRC30…35
1)  ; мм
; мм
2) ![]() ; мм
; мм
3) ![]() ; мм
; мм