Курсовая работа: Организация аккумуляторного цеха автотранспортного предприятия на 370 ЗИЛ-5301
ВВЕДЕНИЕ
Темой моего дипломного проекта является “Организация аккумуляторного цеха автотранспортного предприятия на 370 ЗИЛ-5301”. Аккумуляторный цех занимает важное место в общем технологическом процессе АТП.
В наследство от бывшего СССР России досталась сравнительно мощная инфраструктура автотранспорта с разветвленной системой планирования организации перевозок и службой эксплуатации с достаточно современной технологической базой для ТО и ремонте ПС АТ. Однако существенного повышения эффективности перевозочного процесса при одновременном снижении себестоимости перевозок оказалось недостаточно – требуются поиски новых оптимальных решений, тем более в условиях перехода всей экономики на рыночные отношения. Приватизация и акционирование бывших АТП с полной или частичной передачей в частную собственность, в том числе и ПС, потребовало внести существенные изменения, как в организацию перевозочного процесса, так и в организацию ремонтной службы. Подверглось значительным изменениям, как в количественном, так и в качественном отношении, сама структура управления АТ. Так, например, бывшее Министерство АТ и шоссейных дорог РФ вошло в объединенное Министерство Транспорта, работа которого направлена на объединение усилий, ранее разобщенных видов транспорта и создание единой транспортной системы, отвечающей современным требованиям рыночной экономики.
Однако следует отметить, что ранее наработанные и отлаженные основные положения эксплуатации, обслуживания и ремонта ПС АТ остались фактически без изменений, не считая отдельных “косметических” нововведений. По-прежнему, мощным рычагом повышения эффективности работы автотранспорта в целом является механизация и автоматизация производственных процессов ремонтной службы в АТП с внедрением в производство новейших технологий, гаражного оборудования (в том числе и зарубежных фирм). Для осуществления поставленных задач, отечественная промышленность, несмотря на сложную экономическую обстановку, продолжает расширять номенклатуру выпускаемого гаражного оборудования практически для всех видов работ и, в первую очередь, для выполнения трудоемких операций. Существенную роль в повышении производительности труда ремонтных рабочих, а следовательно в снижении себестоимости работ по ТО поточного метода, а в зонах ТР специализированных постов (помимо универсальных), внедрение в производство агрегатного метода ремонта, когда вместо неисправных узлов и агрегатов на а/м сразу же ставят заранее отремонтированные из оборотного фонда – это позволяет резко сократить простой а/м в ремонте. Во вспомогательных цехах значительный эффект дает использование маршрутной технологии, что позволяет сократить нерациональные затраты рабочего времени.
Еще большее значение будет придаваться соответственным видам диагностики, т.к. помимо быстрого и точного выявления различных отказов и неисправностей, оно позволяет прогнозировать возможный ресурс ходимости а/м без ремонта, что в целом облегчает заранее планировать оптимальные объемы работ по ТО и ремонту, а это, в свою очередь, позволяет наладить четкость организации работ всех звеньев ремонтной службы АТП, включая вопросы снабжения. Опыт использования диагностики в АТП свидетельствует о значительном снижении аварийных ситуаций на линии по техническим причинам и о значительной экономии производственных ресурсов – до 10-15 %. Осуществление поставленных задач перед ремонтной службой АТП позволит, помимо указанных положительных моментов, повысить общую культуру производства, создать оптимальные санитарно-гигиенические условия для рабочих. Другим направлением в повышении эффективной работы автотранспорта является выпуск заводами-изготовителями и внедрение в перевозочный процесс принципиально нового типа ПС – от мощных автомобилей-тягачей автопоездов для междугородних перевозок до минигрузовиков различного типа с повышенной маневренностью для городов (например, “Газели”, “Бычки”).
Осуществление намеченных мероприятий несомненно позволит более оперативно и в большем объеме осуществлять транспортный процесс при обслуживании населения и различных звеньев промышленности РФ, с одновременным уменьшением себестоимости транспортных услуг, что позволит сделать автотранспорт РФ рентабельным, отвечающим современным требованиям.
1 ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА В АККУМУЛЯТОРНОМ ЦЕХЕ автотранспортного предприятия
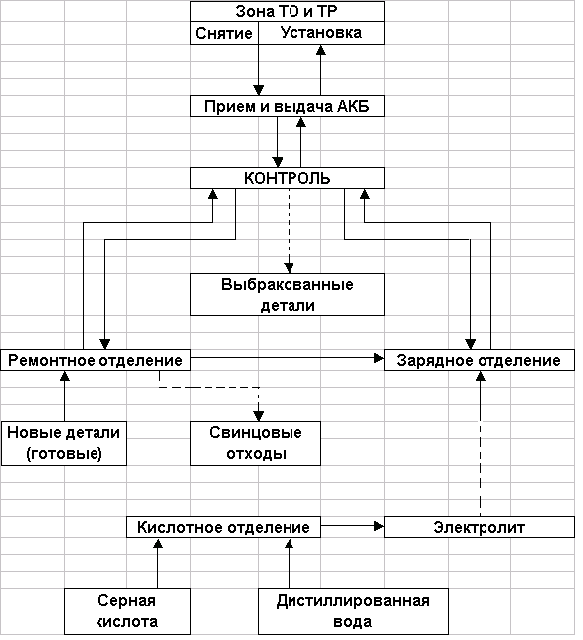
Аккумуляторное отделение выполняет ремонт, зарядку и подзарядку АКБ. Во многих крупных автохозяйствах специалисты этого отделения производят и ТО АКБ при ТО-1 и ТО-2. В соответствии с технологией обслуживания и ремонта АКБ и современными требованиями к производству в цехе в особо крупных автохозяйствах, помещение отделения разделяют на отделения приема, хранения и ремонта (кислотное и зарядное).
Кислотное отделение предназначается для хранения в стеклянных бутылях серной кислоты и дистиллированной воды, а также для приготовления и хранения электролита, для чего используется ванна из свинца или фаянса. Она устанавливается на деревянном столе, выложенном свинцом. В целях безопасности при разливе кислоты, бутыли устанавливают в специальные приспособления.
В помещение для приема поступают неисправные АКБ. Здесь осуществляется контроль из технического состояния и определяется содержание работ по обслуживанию и ремонту. Далее в зависимости от состояния они поступают в ремонт или на подзарядку.
Ремонт батарей обычно осуществляется с использованием готовых деталей (пластин, сепараторов, баков). После ремонта батарея заполняется электролитом и поступает в помещение для зарядки батарей. Заряженная батарея возвращается на а/м, с которого она была снята или поступает в оборотный фонд.
АКБ обычно закрепляются за автомобилями. Для этого на перемычках батареи ставится гаражный номер а/м. В средних или небольших автохозяйствах аккумуляторное отделение обычно распологается в двух помещениях. В одном осуществляются прием и ремонт батарей, а в другом проводятся заправка электролитом и зарядка батарей.
2 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
Исходные данные для проектирования
| Исходные данные | Условные обозначения | Данные, принятые к расчету | Единицы измерения |
| 1. Марка автомобиля | __ | ЗИЛ 5301ПО | __ |
| 2. Списочное число а/м | АС | 370 | шт. |
| 3. Среднесуточный пробег автомобиля | 1СС | 90 | км. |
| 4. Число дней работы в году АТП | ДРГП | 305 | дн. |
| 5. Число дней работы аккумуляторного цеха | ДОТД | 305 | дн. |
| 6. Категория эксплуатации | __ | III | __ |
| 7. Продолжительность выпуска и возврата в парк | __ | 3 | час. |
ПРИМЕЧАНИЯ:
1. Число дней работы аккумуляторного цеха для целей планировки по методике техникума принимаем равным 305 дней.
3 КОРРЕКТИРОВАНИЕ ПЕРИОДИЧНОСТИ ТО И ПРОБЕГА ДО КАПИТАЛЬНОГО РЕМОНТА
Нормативы пробегов корректируем исходя из следующих факторов:
1. Так как в проекте принята III категория эксплуатации, поправочный коэффициент К1 на основании табл. №3 “Приложения” принимаем – К1 = 0,8;
2. Коэффициент К2 , учитывающий модификацию подвижного состава, принимаем по табл. №3 “Приложения” равным – К2 = 1,0;
3. Коэффициент К3 , учитывающий природно-климатические условия, для нашей центральной зоны по табл. №3 “Приложения” принимаем – К3 = 1,0.
Результирующие коэффициенты для корректировки принимаем следующими:
1) для периодичности ТО – КТО = К1 * К3 = 0,8 * 1,0 = 0,8
2) для пробега до кап. ремонта – ККР = К1 * К2 * К3 = 0,8 * 1,0 * 1,0 = 0,8
Нормативы периодичности ТО (для новых моделей авто, для I категории эксплуатации) принимаем из табл. №1 “Приложения”, а нормативы межремонтного пробега до КР из табл. №2.
| Марка автомобиля | Н1 -ТО-1 (в км) | Н2 -ТО-2 (в км) | НКР -КР (в км) |
| ЗИЛ 5301ПО | 3000 | 12000 | 300000 |
1. Производим корректировку пробега до ТО-1:
L1 = KTO * H1 = 0,8 * 3000 = 2400 км
2. Корректируем пробег до ТО-2:
L2 = KTO * H2 = 0,8 * 12000 = 9600 км
3. Корректируем пробег до КР (цикл):
LЦ = ККР * НКР = 0,8 * 300000 = 240000 км
--> ЧИТАТЬ ПОЛНОСТЬЮ <--