Курсовая работа: Особливості швейного підприємства та напрями автоматизації підготовчо розкрійного виробництва
План
Вступ
1. Основні технологічні операції і устаткування підготовчих цехів швацького виробництва
2. Основні технологічні операції і устаткування цеху розкрою швейного виробництва
3. Основні технологічні операції і устаткування експериментального цеху швейного виробництва
Висновки
Література
В ступ
Велика роль в підвищенні темпів зростання всіх галузей легкої промисловості, у тому числі швейної, належить технічному переозброєнню і реконструкції підприємств, переходу на найпрогресивнішу технологію, що забезпечує зниження матеріальних і трудових витрат на випуск продукції при забезпеченні її високої якості.
Основними задачами, що стоять перед швейною промисловістю, є значне поліпшення якості виробів, розширення їх асортименту, збільшення випуску виробів, що користуються підвищеним попитом населення, підвищення ефективності виробництва на основі здійснення науково-технічного прогресу.
1. Основні технологічні операції і устаткування підготовчихцехів швацького виробництва
У підготовчому цеху виконуються операції підготовки матеріалів до розкрою масового виробництва. Точний розкрій залежить від чіткості роботи підготовчого цеху, вибору прогресивної техніки, технології і організації виробництва, забезпечення максимальної механізації всіх основних і вантажотранспортних робіт, а також ув'язки процесу підготовки тканини із загальним вантажопотоком підприємства. Вдосконалення підготовчого виробництва повинне здійснюватися в двох напрямах — комплексна механізація процесів; створення гнучких автоматизованих швейних виробництв (ГАШП), що представляють сукупність робототехнічних швейних комплексів (РТШК) з транспортними робототехнічними комплексами, з'єднаними в єдину виробничу систему за допомогою автоматизованих систем управління (АСУ). Наприклад, це автоматизоване підготовчо-розкройне виробництво на базі промислових роботів (ПР) і спеціальних маніпуляторів, з'єднаних в єдиному технологічному перепрограмуємому циклі і які керуються за допомогою ЕОМ.
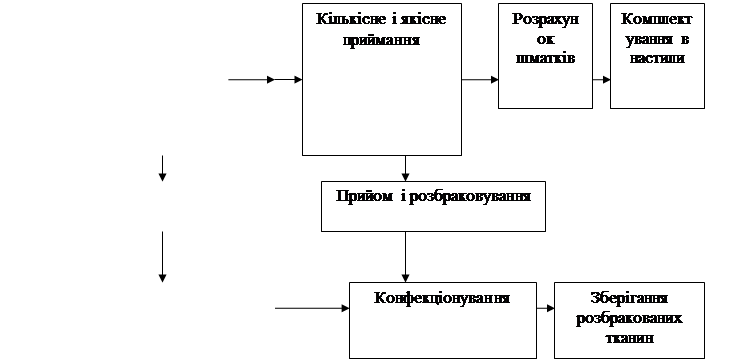
На мал. 1 показані операції, з яких складається виробничий цикл, а на мал. 2 — процес підготовки тканини.
При проектуванні цеху підготовки матеріалів до розкрою масового виробництва необхідно обґрунтувати вибір техніки, технології і організації виробництва, забезпечення максимальної механізації всіх видів основних і вантажотранспортних робіт, а також ув'язку процесу підготовки тканини із загальним вантажопотоком підприємства. При цьому слід керуватися даними про оптимальні розміри цеху підготовки.
За даними Українського науково-дослідного інституту швейної промисловості, виробнича площа підготовчого цеху на підприємствах складає 8— 13% від загальної площі.
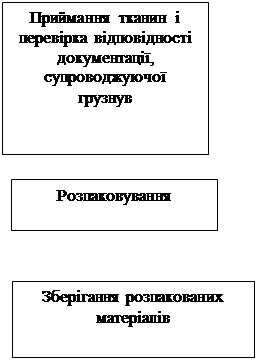
Мал.1 Виробничий цикл цеху
|

Мал.2 Організація технологічного процесу підготовки тканин [1, с 29-30]
Для розкрою одягу масового виробництва спочатку виконують розкладку лекал, що є рамкою, в якій нанесені контури деталей виробу з урахуванням технічних вимог, що пред'являються до розташування лекал на тканині і економного її використовування. Лекала виготовляють по кресленнях технічного розмноження деталей виробу (кожної моделі і повноти). Різцем на картон наносять контури деталей кожного розміру виробу окремо, по яких вирізують лекала-еталони, з подальшим нанесенням на них ліній напрямів ниток основи тканини, розташування надставок, кишень, складок і ін. По лекалах-еталонам вирізують робочі лекала в чотирьох-п'яти екземплярах для виготовлення експериментальних розкладок для виконання обкрейдовок на полотнах основних настилів і тканин з дефектами, для контролю якості обкрейдовок і вирізаних деталей крою, для розмітки на деталях місця розташування кишень, ліній складок і ін. Лекала виготовляють з електрокартону марки ЕВ, мазкі Г і ін. Лекала для розкрою деталей на стрічкових машинах виготовляють з фанери або з особливо щільного картону завтовшки 2—3 мм з окантовкою зрізів металевою стрічкою на спеціальній машині)
Лекала виготовляють і перевіряють відповідно до технічних вимог, які пред'являються до них
Лекала бережуть підвішеними на кронштейнах, а також на одно- або двох'ярусному ланцюговому підвісному конвейєрі. В приміщенні, де зберігаються лекала, підтримується температура 18—20 °С і відносна вогкість повітря 60—70 %.
Вирізування лекал з картону — одна з трудомістких і відповідальних операцій швейного виробництва. Картон розрізають на заготівки відповідно до розмірів деталей виробу. Це роблять на спеціальному верстаті, на горизонтальній штанзі якого поміщений рулон картону. Стрічку картону уручну протягують між направляючими верстата на потрібну довжину, включають електропривод, і ніж відрізує заготівку. Уздовж столу верстата прокладена вимірювальна лінійка. Декілька заготівок складають докупи і скріпляють на спеціальній машині декількома строчками ланцюгового стібка.
Заздалегідь на одну із заготівок, що скріпляються, наносять зображення контура лекала. Вирізування лекал здійснюється на переобладнаній швейній машині 22 -А кл. з подовженим рукавом (робочий виліт близько 800 мм) і пилою з двосторонньою зубчатою насічкою. Процес виготовлення розкладок лекал є основним, попередній розкрою матеріалів. Його суть полягає у визначенні найекономнішого розташування комплекту лекал одного або декількох розмірів і довжин виробу, який би забезпечив мінімальну витрату тканини на виріб. Критерієм економності розкладки лекал служить величина внутрішніх (міжлекальних) відходів у відсотках. Вона залежить від багатьох чинників: виду розкладки, форми і розміру деталей, поєднання розмірів і ростів виробу і розташування лекал в розкладці, ширини і виду тканини.
Види розкладок. Розкладки бувають одиночні і комбіновані залежно від кількості комплектів лекал в розкладці. Одиночні розкладки можуть бути виконані з одного комплекту лекал для розкрою тканини «обличчям вниз», одного полу комплекту лекал для розкрою тканини, складеної уподовж посередині (всгиб), двох напівкомплектів лекал різних або однакових розмірів і ростів виробів для розкрою тканини «лицем до лиця» (одиночна комбінована розкладка). Комбіновані розкладки мають більше одного комплекту лекал (1,5; 2; 2,5 і т. д.) і застосовуються для розкрою тканини «обличчям вниз» або «лицем до лиця».
Форма і розміри лекал роблять великий вплив на економічність розкладки. Лекала складного контура викликають великі міжлекальні відходи. Наявність дрібних деталей у виробі дозволяє рациональніше використовувати матеріал, завдяки тому, що в місця, не заповнені крупними лекалами, укладаються дрібні деталі.
Поєднання розмірів і ростів виробів в розкладках лекал для більшості виробів найбільш економічно при поєднанні виробів суміжних розмірів однакових або суміжних ростів.[2, с 369]
Для кожної нової моделі одягу, прийнятого до масового виробництва, виготовляються зразок виробу відпрацьованої конструкції середніх розмірів, довжини і повнотній групи і лекала-еталони (оригінали) деталей цього зразка, складаються технічний опис і таблиця вимірювань лекал і готових виробів всіх розмірів і довжин (табель заходів).
Лекала-еталони використовують для виготовлення зразків моделі і креслень деталей всіх розмірів і ростів виробу (креслень технічного розмноження лекал), окрім середніх. По цих кресленнях шляхом копіювання різцем одержують робочі лекала деталей виробу кожного зростання і розміру в декількох екземплярах для використовування в масовому виробництві. Окрім цих лекал, виготовляють допоміжні лекала, необхідні в швейному цеху для уточнення зрізів деталей, розмітки ліній обробних строчок, петель, ґудзиків та ін. Лекала-еталони і креслення технічного розмноження лекал зберігаються на підприємстві протягом всього періоду виготовлення моделі.
Технічний опис моделі складається на основі даних про затвердження моделі і її конструктивної розробки з урахуванням діючої в промисловості нормативно-технічної документації на швейні вироби. Воно містить опис зовнішнього вигляду виробу і його малюнок, розміри, що рекомендуються, зростання і повнотні групи для даної моделі, специфікацію деталей і матеріалів верху, підкладки, прикладу і фурнітури, вказівки про технологію виготовлення виробів і ін.
Табель заходів містить перелік основних місць вимірювань в лекалах і готовому виробі, величини цих вимірювань, припускі на обробку і допустимі відхилення у вимірюваннях готових виробів. Він використовується при контролі робочих лекал, прийманні готових виробів і розробці додаткових вимог до якості, якими керуються при виробництві виробів. Виготовлення лекал, розкладок (розташування лекал на тканині для розкрою деталей) і швейних виробів, а також розкрій деталей виконується з урахуванням вимог, що забезпечують необхідну якість продукції. Опис основних вимог, що пред'являються до якості виробу, називається технічними умовами. Ці вимоги висловлені в цифровому або словесному виразі, наприклад «робочі лекала виготовляють по лекалах-еталонам або «деталі розкроюють по робочих лекалах». В цифровому виразі указують номінальні розміри виробів, деталей, припусків на шви і допустимі відхилення.
Технічні вимоги на виготовлення лекал передбачають виготовлення лекал всіх деталей виробу в декількох екземплярах: для виконання експериментальних розкладок, виготовлення розкладок в підготовчому і закрійному цехах, контролю якості крою
--> ЧИТАТЬ ПОЛНОСТЬЮ <--