Курсовая работа: Особливості швейного підприємства та напрями автоматизації підготовчо розкрійного виробництва
Технічні вимоги до розкладки лекал передбачають правильне розташування лекал на тканині з урахуванням подовжнього напряму ниток основи і розміщення лекал по довжині розкладки. [2, с 15]
Устаткування підготовчого цеху представлено в таблиці 1
Таблиця1
| Вид роботи в цеху | Вид устаткування |
| Приймання і розпаковування тканини | Електронавантажувачі ЕП – 103, ЕП – 601. Візок передавальний ТШП - 82 |
| Транспортування нерозбракованої тканини | Електронавантажувач ЕП – 4046, ЕП - 0801 |
| Зберігання розпакованої тканини | Трьох-, чотирьохшарові стелажі, піддони |
| Кількісне і якісне приймання тканини | Двохплощинні механізовані столи. Столи КРМ – 1, БПМ - 2 |
| Зберігання розбракованих тканин |
Елеватори Люлечний елеватор типу ЕМС - 1 |
| Розрахунок шматків тканини | Машини міні- і мікро-ЕОМ типу 14, 20 шафа для документації |
| Підсортировка тканин в цех розкрою | Електронавантажувач типу ПВ – 0,5 |
| Транспортування тканин в цех розкрою | Люлечний елеватор, візок типу ПВ – 0,5 |
2. Основні технологічні операції і устаткування цеху розкрою швейного виробництва
Задачею проектування цеху розкрою є розрахунок робітників і устаткування, що забезпечує виконання його основних функцій (мал. 3)
Існуюча технологія і організація робіт в цеху розкрою передбачають обробку тканин для подачі її в пошивочний цех. Ритмічність подачі крою в швейні цехи залежить від ступеня механізації і автоматизації технологічних процесів. Упровадження механізації і автоматизації з елементами робототехніки утруднено через різні способи настилання, малої довжини настилів, низької якості текстильних матеріалів. Рівень механізації праці в цеху розкрою складає, як правило, 8—16 % і відстає від рівня механізації швейних цехів.
Задачу механізації і автоматизації розкрою виробів можна вирішити, упровадивши нові способи розкрою матеріалів (наприклад, мікроплазмовий струмінь, лазер, автоматичні системи різання, засновані на принципово новому; підході до проектування устаткування). Розповсюдження автоматичних систем з програмним управлінням для розкрою матеріалів значно підвищить рівень механізації, дозволить скоротити використовування робочої сили
Обсяг робіт цеху розкрою на окремих операціях визначається по-різному: для настилання тканин – добовою потребою тканини в погонних метрах; на операціях нумерації і пришивання талонів - кількістю виробів, які розкроюватиметеся в день; при вирізуванні деталей з настилів і комплектуванні крою – кількістю пачок деталей виробів, що підлягають розкрою в день. Відповідно чисельність робітників розраховується виходячи з обсягу робіт цеху розкрою і норм часу або вироблення по кожному виду виробу, окремо по групах тканин верху, підкладки і прикладу. Дані про випуск виробів містяться у виробничій програмі підприємств: добова потреба в тканинах — в матеріальному кошторисі; відомості про потрібну кількість пачок — в карті розкрою.
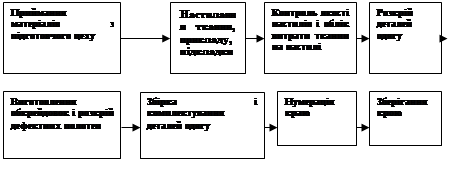
Мал. 3 Основні види робіт цеху розкрою
Системний підхід до організації технологічного процесу в цеху розкрою дозволяє понизити втрати через простої робітників і устаткування, забезпечити ритмічність виробництва. Організаційно-технічні схеми виробництва розкрою відрізняються різними способами настилання. Об'ємними операціями в цеху розкрою є настилання тканини і розтин. Спосіб настилання вибирають залежно від функціонуючого в цеху устаткування, виробничої площі, якості текстильних матеріалів, розрахунку шматків.
В даний час для автоматизованого розкрою доцільно використовувати машини з програмним управлінням за допомогою променя лазера. Так, машина «Промінь» застосовується для газолазерного багатошарового розкрою тканин, а також текстильних матеріалів із змістом синтетичного волокна, штучного хутра і замші в один шар. Поява автоматизованого газолазерного устаткування розкрою дозволила підвищити можливості не тільки настільного способу розкрою але і здійснити безнастільний розкрій окремих видів матеріалів. Організаційно-технічні схеми виробництва розкрою відрізняються різними способами настилання. При виборі варіанту схеми враховують кінцеві результати роботи цеху розкрою: скорочення тривалості виробничого циклу, зниження собівартості одиниці крою і ін. На вибір впливають асортимент тканин, їх физико-механічні властивості, устаткування, вживане для розкладки, зарисовки лекал, вирізування деталей крою, розтину настилів, настилання, площа цеху, найбільш доцільно застосовувати безостатковий розрахунок шматків, який залежить від їх довжини, кількості текстильних дефектів, а також настилів в одному розрахунку.
Устаткування цеху розкрою: машина ЕЗДМ-4 для розкрою настилу синтетичних матеріалів, машина ЕЗМ-3 з вертикальним ножем призначена для розкрою настилу матеріалу висотою до 100мм, машина ОМ-3 для уточнення зрізів деталей виробів товщиною до 12 мм Машина ОМ-3 має дисковий ніж, що обертається, 0, 80 мм; маса машини 3,8 кг. Самою досконалою є стрічкова стаціонарна чотиришківна машина розкрою РЛ-6, що випускається Орловським машинобудівним заводом. Машина РЛ-6 призначена для викроювання деталей з частин настилу висотою до 250 мм [3, с.224]
3. Основні технологічні операції і устаткування експериментального цеху швейного виробництва
В експериментальному цеху виконуються підготовчі операції до запуску нових моделей. В експериментальному цеху розв'язуються питання перевірки і уточнення конструкції моделі, конструювання і моделювання; виготовляються зразки нових моделей, досвідчені партії цих моделей, лекала; нормується витрата матеріалів, опробується нове устаткування Технологічний перелік основних видів робіт показаний на мал. 4 експериментальні цехи починається з обгрунтовування його потужності, яка визначається кількістю моделей, що готуються до масового виробництва. При проектуванні головного підприємства виробничого швейного об'єднання в експериментальному цеху можна планувати розробку нових моделей (20—40 %).
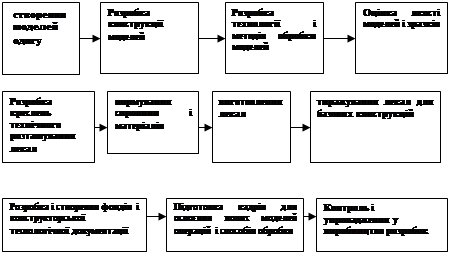
Мал..4 Види робіт, виконувані в експериментальному цеху.
В експериментальному цеху розв'язуються питання перевірки і уточнення конструкції моделі, конструювання і моделювання; виготовляються зразки нових моделей, опробуються партії цих моделей, лекала; нормується витрата матеріалів, опробується нове устаткування. Лекала виготовляють з картону. Щоб вони не зносилися, краї обкантовують металевою стрічкою.
Вирізування лекал з картону є однією з трудомістких робіт. Для механізації цієї роботи застосовується спеціальне устаткування.
Таблиця 2 Устаткування експериментального цеху
| Операція | Устаткування |
Габаритні розміри м |
Завод-виготовітель |
|
Розробка моделей |
Столи для модельєрів | 1,5X1,2 | |
| конструкції | конструкторов | 1,5X1,0 | |
|
Виготовлення лекал | Машины ВЛО-1, ВЛФ-1 |
К-во Просмотров: 277
Бесплатно скачать Курсовая работа: Особливості швейного підприємства та напрями автоматизації підготовчо розкрійного виробництва
|