Курсовая работа: Приспособления для автоматических производств
Из формулы (1.9) находим МКР – требуемую величину момента, прикладываемого к гайке при зажиме заготовки:
 (1.10)
(1.10)
Для завинчивания гайки используем ключ с плечом l =150мм, при этом усилие, прикладываемое рабочим к ключу равно 28,2Н
1.5 Описание конструкции приспособления
Универсально-сборное приспособление предназначено для базирования и закрепления заготовки на фрезерной операции при обработке поверхности 1 (Рис.1.1).
Универсально-сборное приспособление состоит из базовой плиты 1, на которой установлены квадратные 2 и прямоугольная однорядная 3 опоры, а также угольники 4 для базирования заготовки. Для закрепления заготовки на базовой плите 1 устанавливаются прихваты 5. Для этого болт пазовый 6 установлен головкой в один из Т-образных пазов базовой плиты 1 и резьбовой частью в паз прихвата 5. На болт пазовый навернута гайка 7, прижимающая сферическую шайбу 8, вставленную в коническую шайбу 9. Также на болте пазовом 6 установлена пружина 10, опирающаяся на гайку 11.
Универсально-сборное приспособление работает следующим образом. Заготовку базируют по квадратным 2, прямоугольной однорядной 3 опорам и угольника 4. Закручивают гайки 7, создавая определенное усилие, действие которого благодаря системе рычагов обеспечивает надежное закрепление заготовки. При этом пружины 10 сжимаются, накапливая определенный запас энергии. После обработки гайки 7 откручивают и под действием сжатых пружин 10 прихваты освобождают заготовку.
2. Решение задач по расчету точности элементов приспособления
Задача 1.31
Обработка наружной цилиндрической поверхности диаметром 115мм производится при установке их с зазором на жесткой цилиндрической оправке (рис.2.1). базовое отверстие втулок имеет диаметр 65![]() мм. Цилиндрическая рабочая поверхность оправки диаметром 65
мм. Цилиндрическая рабочая поверхность оправки диаметром 65![]() мм имеет радиальное биение относительно ее конусной поверхности 0,020 мм, а биение шпинделя станка составляет 0,010 мм. Точность метода обработки ω=0,05 мм. Определить ожидаемую точность выполнения цилиндрической поверхности втулки и ее возможное отклонение от сносности относительно базового отверстия.
мм имеет радиальное биение относительно ее конусной поверхности 0,020 мм, а биение шпинделя станка составляет 0,010 мм. Точность метода обработки ω=0,05 мм. Определить ожидаемую точность выполнения цилиндрической поверхности втулки и ее возможное отклонение от сносности относительно базового отверстия.
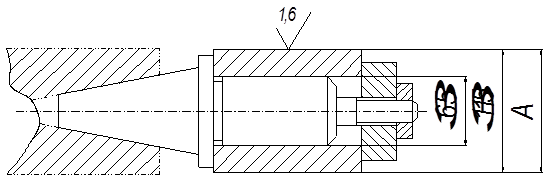
Рис.2.1
Погрешность установки найдем по формуле
![]() (2.1)
(2.1)
где εбаз – погрешность базирования,
εзакр – погрешность закрепления,
εполож – погрешность положения.
В нашей задаче погрешности положения и закрепления равны нулю, а это значит, что погрешность установке будет равняться погрешности базирования. Погрешность базирования найдем следующим образом:
![]() 0,03+0,035+0,03=0,095мм (2.2)
0,03+0,035+0,03=0,095мм (2.2)
где Smax и Smin – максимальный и минимальный зазоры соответственно в посадке заготовки на оправку,
Тd и ТD – допуски рабочей поверхности оправки и посадочного отверстия заготовки соответственно.
Исходя из формулы (2.1) получаем погрешность выполнения размера А:
![]() 0,05+0,095=0,145мм (2.3)
0,05+0,095=0,145мм (2.3)
где ω – точность метода обработки.
Возможное отклонение от соосности найдем по следующей формуле:
![]() 0,022мм (2.4)
0,022мм (2.4)
где ωб.ш. – биение шпинделя станка,
ωб.з. – биение заготовки.
Задача 1.75(3)
Определить ширину ленточки цилиндрической поверхности срезанного пальца, обеспечивающую установку шатуна для обработки его поверхностей за два установа (рис.2.2).
Определим величину, показывающую возможность использования срезанного пальца: