Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"
Определение требуемой производительности в условиях неавтоматизированного производства определяется по формуле:
 ,
,
где ![]() – машинное время выполняемых операций в неавтоматизированном производстве;
– машинное время выполняемых операций в неавтоматизированном производстве;
![]() – время выполнения холостых операций,
– время выполнения холостых операций, ![]() .
.
Определим ожидаемую сменную производительность для данного технологического процесса:
![]() .
.
2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
2.1 Расчет требуемой производительности автоматической линии
При обработке на автоматической линии детали «Шток» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе обработки – от заготовки к готовой продукции – изделие передается последовательно из позиции в позицию, где получает заданный объем технологического воздействия таким образом, что на каждой позиции выполняется лишь определенная часть обработки. При этом принятые методы, маршрут и режимы обработки, технологические базы и режущий инструмент должны обеспечить выполнение заданных требований качества (точность размеров, шероховатость поверхности и др.).
Число вариантов построения автоматической линии определяется диапазоном между минимальным и максимальным числом рабочих позиций в линии ![]() . Минимальное число позиций определяется технологическими возможностями оборудования, что используется. Максимальное число позиций лимитируется необходимостью удовлетворять требованиям качества и точности обработки.
. Минимальное число позиций определяется технологическими возможностями оборудования, что используется. Максимальное число позиций лимитируется необходимостью удовлетворять требованиям качества и точности обработки.
При определении структуры автоматической линии необходимо проанализировать все возможные варианты и для анализа выбрать те, которые обеспечивают заданную производительность.
Разработка вариантов технологического процесса в автоматизированом производстве. На рисунке 2.1 приведен 1 вариант АЛ при q=7:
Вариант №1.
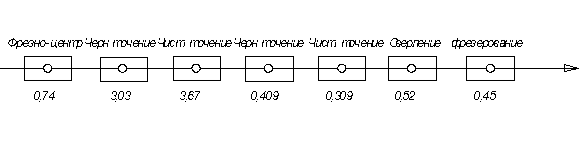
Рисунок 2.1 – Структурный вариант АЛ из 7 рабочих позиций
Лимитирующей позицией является чистовая обработка, для которой tр =3,67 мин. Производим укрупненный расчет цикловой производительности QЦ для данного варианта по формуле:
![]() деталей/смена,
деталей/смена,
где tр (q) - время машинной обработки на лимитирующей позиции, мин;
![]() - время несовмещенных вспомогательных ходов цикла;
- время несовмещенных вспомогательных ходов цикла;
Кисп =0,75 – ожидаемый коэффициент использования АЛ.
На рисунке 2.2 приведен 2 вариант АЛ при q=6:
Вариант №2
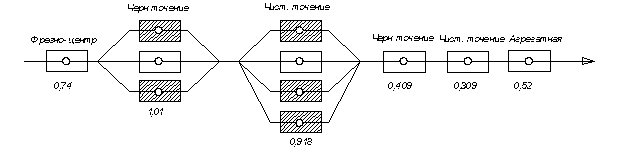
Рисунок 2.2 – Структурный вариант АЛ из 6 рабочих позиций со станками дублерами
Лимитирующей позицией является чистовая обработка с одной стороны детали, для которой tр =1,01 мин.
![]() деталей/смена.
деталей/смена.
На рисунке 2.3 приведен 3 вариант АЛ при q=7: