Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"
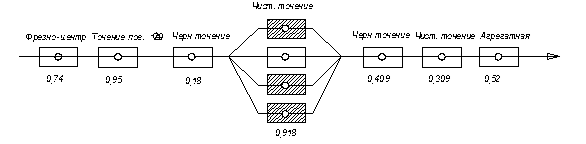
Рисунок 2.3 – Структурный вариант АЛ из 7 рабочих позиций со станками дублерами и многорезцовой головкой
Лимитирующей позицией является черновая обработка Æ70 при L=856 мм., для которой tр =0,95 мин.
![]() деталей/смена.
деталей/смена.
Таким образом, вариант №2 и №3 обеспечивает заданную производительность АЛ, однако Qц >Qтреб .
Вариант №2
1. Станок – полуавтомат: фрезеровать торцы 1 и 14 (![]() ),сверлить центровые отверстия (
),сверлить центровые отверстия (![]() ).
).
2. Станок – полуавтомат: точить поверхности 6 (![]() ), 3 (
), 3 (![]() ).
).
3. Станок – полуавтомат: точить поверхности 6 (![]() ), 3 (
), 3 (![]() ); точить фаску 2 (
); точить фаску 2 (![]() ), 5 (
), 5 (![]() ). точить канавки шириной 10 мм на поверхности 9.
). точить канавки шириной 10 мм на поверхности 9.
4. Станок – полуавтомат: точить торец 7 (![]() ); точить поверхности 10 (
); точить поверхности 10 (![]() ), 12 (
), 12 (![]() ).
).
5. Станок – полуавтомат: точить фаску 13 (![]() ), чистовое точение поверхности 12 (
), чистовое точение поверхности 12 (![]() ), точить фаску 11 (
), точить фаску 11 (![]() ), точение поверхности 10 (
), точение поверхности 10 (![]() ), точить канавку 8 (
), точить канавку 8 (![]() ), точить фаску 9 (
), точить фаску 9 (![]() ).
).
6. Станок – агрегатный: сверление отверстий 19 (![]() ); фрезерование шпоночного паза 18 (
); фрезерование шпоночного паза 18 (![]() ).
).
Лимитирующей позицией является токарная операция 2, для которой ![]() мин (
мин (![]() деталей/смен).
деталей/смен).
Уточненный расчет полной производительности выполним по формуле:
 ,
,
где Кзаг =0.75 – коэффициент загрузки линии как характеристика технических и организационных условий ее эксплуатации;
![]() - время несовмещенных вспомогательных ходов цикла;
- время несовмещенных вспомогательных ходов цикла;
∑tр – суммарные собственные внецикловые затраты (простой на единицу продукции), мин/шт.
Внецикловые затраты определяются по формуле:
![]() ,
,
где ∑tин – ожидаемые суммарные внецикловые затраты по инструменту;
∑tос – ожидаемые усредненные внецикловые затраты по оснащению.
Затраты времени из-за выхода из строя инструмента определяются по формуле:
![]() ,
,
где tр – машинное время выполнения составной операции конкретным инструментом, мин;
Т – нормативная стойкость инструмента, мин;
tз – время, необходимое для замены инструмента при его износе, мин;
tпр – средняя продолжительность простоев из-за случайных сбоев в работе и поломок инструмента, которые приходятся на период его стойкости, мин.
Значение tз и tпр для разных типов инструментов занесены в таблицу 2.1.
Таблица 2.1 – Расчет времени потерь по инструменту
|
К-во Просмотров: 796
Бесплатно скачать Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"
|