Курсовая работа: Проектирование хронологического процесса сложения платы преобразователя влажности газа
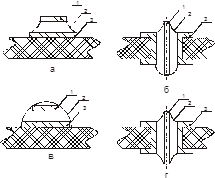
Рисунок 2.5.1 – Варианты пайки 1 – вывод элемента; 2 – припой; 3 – контактная площадка.
Требования к лужению
Участок вывода элемента, подлежащий пайке, должен подвергаться лужению припоем на расстоянии от корпуса, указанном в технических условиях на элемент.
В случае отсутствия таких указаний лужение выводов элементов следует производить на расстоянии от корпуса не менее 1 мм.
На поверхности выводов элементов и проводов, подлежащих лужению, не должно быть лака, краски, коррозии, темных пятен.
При необходимости допускаются до лужения выводы элементов, кроме выводов микросхем, зачищать от окисной пленки, лак, краски на расстоянии не менее 2 мм от корпуса, при этом не допускается полное снятие металлического покрытия, оголение основного материала вывода и повреждение наружного контактного узла и его покрытия.
Температура и время лужения выводов элементов (кроме микросхем) и концов проводов не должны превышать указанных в государственных стандартах и технических условиях.
При отсутствии таких указаний должны быть:
- температура припоя (стержня электропаяльника) – не более 265°С;
- время лужения – не более 3 с;
- количество погружений – не более 2;
- интервал между погружениями одних и тех же выводов – не менее 5 мин;
- длина нелуженого участка жил провода от торца изоляции до уженной части должна быть не более 1 мм.
![]() Требования к контрольно-регулировочным работам
Требования к контрольно-регулировочным работам
При проведении контрольно-регулировочных и испытательных работ приспособление (контактные устройства) должны обеспечивать надежное контактирование с выводными (контрольными) контактными площадками печатной платы.
В процессе проведения контрольно-регулировочных работ не допускаются:
- замыкание цепей, выводов элементов и т.п. при применении щупов, зажимных и других контактирующих устройств;
- механические повреждения монтажа.
Допускается применение бесконтактных методов отыскания дефектов аппаратуры.
Обеспечение безопасности работающих
При разработке технологических процессов монтажа аппаратуры на печатных платах следует руководствоваться «Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию».
Методы контроля
Операционный контроль необходимо выполнить в последовательности, указанной в технологической документации.
Контроль элементов на соответствие описаниям внешнего вида следует производить согласно описаниям предусмотренными в них средствами;
Контроль элементов, плат, проводов на отсутствие механических повреждений следует производить визуально.
Контроль флюсов ФКСп, ФКЭт, ФКТ по удельной электрической проводимости следует проводить на приборе ПКФ – 1.
Выборочный контроль паяных соединений на механическую прочность, по углу смачивания или с помощью макроструктурного анализа проводится по требованию представителей заказчика и отдела технического контроля или при наличии указаний в технической документации на изделие. При выборочном контроле в технических условиях на изделие необходимо указывать количество паяных соединений, подлежащих испытанию, порядок их выбора.
Контроль качества паяных соединений допускается производить методом сравнения с эталонными паяными соединениями, качество которых соответствует требованиям настоящего стандарта.
2.5 Варианты установки ЭРЭ на плату ОСТ 4.010.030-81