Курсовая работа: Проектирование хронологического процесса сложения платы преобразователя влажности газа
Типовое конструктивное выполнение
Рекомендуемое применение
На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы.


На платах с односторонним и двухсторонним расположением печатных проводников. Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на резисторы, конденсаторы и полупроводниковые приборы.
![]()
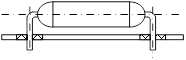
На платах с односторонним и двухсторонним расположением печатных проводников с применением теплоотводящих шин или электроизоляционных прокладок.
Крепление и эксплуатация при механических нагрузках – в соответствии с техническими условиями на микросхемы и микросборки.
3. ОПРЕДЕЛЕНИЕ ТИПА ПРОИЗВОДСТВА
Существует три типа производства [5]: единичное, серийное и массовое.
Единичное производство характеризуется малым объемом выпуска изделий широкой номенклатуры. При этом однажды осуществленный для какого-либо изделия процесс изготовления больше не повторяется или повторится через неопределенный промежуток времени. Оборудование, приспособления и инструменты заводов и цехов единичного производства должны быть приспособлены к изготовлению разнообразной продукции, т.е. универсальными. Квалификация рабочих очень высокая. На рабочих местах выполняются разнообразные операции. Стоимость продукции высокая.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями (сериями) и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии, сложности изготовления, частот повторяемости партии в течение года различают производство мелкосерийное, среднесерийное и крупносерийное. В производстве используется универсальное и специализированное оборудование, универсальная и специальная оснастка. Средняя квалификация рабочих ниже, чем в единичном производстве. Серийный тип производства является наиболее распространенным в изготовлении авиационного оборудования.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготавливаемых в течение продолжительного времени. Используется специальное высокопроизводительное оборудование, которое расставляется по ходу ТП. Постоянство ТП позволяет закрепить за рабочими местами одни и те же постоянные операции, более простые, чем при серийном производстве. Это дает возможность использовать рабочую силу низко квалификации. Создаются наиболее благоприятные условия для автоматизации.
Тип производства определяется коэффициентом:
Кзо =Q/Рм , (3.1)
где ![]() – число различных операций;
– число различных операций; ![]() – число рабочих мест, на которых выполняются данные операции. Для определения типа производства введен коэффициент закрепления операции. Если за рабочим местом независимо от загрузки закреплена только одна операция, то Кзо = 1-2, что соответствует массовому производству. При 2<Кзо<10 производство крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 - мелкосерийное, при Кзо >40 – единичное.
– число рабочих мест, на которых выполняются данные операции. Для определения типа производства введен коэффициент закрепления операции. Если за рабочим местом независимо от загрузки закреплена только одна операция, то Кзо = 1-2, что соответствует массовому производству. При 2<Кзо<10 производство крупносерийное, при 10<Кзо<20 - среднесерийное, при 20<Кзо< 40 - мелкосерийное, при Кзо >40 – единичное.
Т.к. значений для расчета по формуле нет, но зная годовую программу выпуска и принимая во внимание тот факт, что изделия авиационной промышленности преимущественно выпускаются серийно, принимаем серийный тип производства.
В серийном производстве для проектирования ТП важно рассчитать размер партии одновременно запускаемых в производство изделий
n = N / (12k),(3.2)
где k – количество партий в течение одного месяца, принимаем k=1. Из организационных и экономических соображений объем производственной партии не должен превышать 500 шт.
Для нашего случая:
n=1800/12=150 шт
Исходные данные для расчета годового фонда времени Fд :
1) количество рабочих дней в году - 253;
2) количество рабочих дней, сокращенных на 1 час - 6;
3) количество рабочих дней с полной продолжительностью смены - 247;
4) продолжительность одной смены полного рабочего дня - 8,2.
Определим годовой фонд времени работы станка или рабочего места:
![]() (ч).
(ч).
4 . ВЫБОР ОРГАНИЗАЦИОННОЙ ФОРМЫ СБОРКИ