Курсовая работа: Проектирование модели для определения времени простоя станков на машиностроительном предприятии
2. Каждому календарному расписанию ![]() приписываем его оценку
приписываем его оценку ![]() в виде минимально возможного времени окончания Обработки деталей на последнем станке n в предположении, что на первых п — 1 станках конфликты отсутствуют.
в виде минимально возможного времени окончания Обработки деталей на последнем станке n в предположении, что на первых п — 1 станках конфликты отсутствуют.
Из матрицы ![]() известно возможное время начала обработки любой детали i на последнем станке. Оно совпадает с временем
известно возможное время начала обработки любой детали i на последнем станке. Оно совпадает с временем ![]() окончания ее обработки на предпоследнем станке.
окончания ее обработки на предпоследнем станке.
Чтобы не увеличивать длительность обработки деталей, целесообразно на последнем станке обрабатывать детали в очередности их поступления на этот станок
![]() ,
,
где
![]()
Оценка![]() определяется следующим образом.
определяется следующим образом.
Первоначально сравниваем ![]() с
с ![]() .
.
Если ![]() , то время завершения обработки двух деталей i1 и
, то время завершения обработки двух деталей i1 и ![]() на последней операции будет равно времени окончания обработки детали i2 , т. е.
на последней операции будет равно времени окончания обработки детали i2 , т. е.
![]() .
.
Если ![]() , то
, то ![]() .
.
Далее сравниваем время завершения обработки на последнем станке двух первых деталей i1 и i2 с временам завершения обработки на предпоследнем стачке детали i3 .Здесь возможны два случая:
1) если![]() ., то
., то ![]() ;
;
2) если ![]() , то
, то ![]() , и т.д.
, и т.д.
В результате такого цепного расчета получим минимально возможное время обработки всех деталей ![]() для варианта расписания
для варианта расписания ![]() предположении, что все конфликты в нем на первых п — 1 станках устранены. Эту величину и принимаем за нижнюю границу времени окончания обработки деталей по расписанию
предположении, что все конфликты в нем на первых п — 1 станках устранены. Эту величину и принимаем за нижнюю границу времени окончания обработки деталей по расписанию ![]()
![]() .
.
Как видно из матрицы ![]() , моменты завершения обработки деталей на предпоследнем, втором станке упорядочены следующим образом:
, моменты завершения обработки деталей на предпоследнем, втором станке упорядочены следующим образом:
![]() ,
,
т. е. детали на последний станок поступают в очередности 1, 3, 2, 4. Выбираем первые две детали 1 и 3 и определяем момент завершения их обработки на последнем станке.
Так как ![]() , то
, то ![]() .
.
Включаем в рассмотрение третью по порядку деталь 2. Поскольку, ![]() то минимально возможное время обработки первых трех деталей (1, 3, 2) будет
то минимально возможное время обработки первых трех деталей (1, 3, 2) будет
![]() .
.
Рассматривая последнюю деталь, видим, что ![]() .
.
Следовательно, ![]() .
.
Отсюда получаем
![]() .
.
Повторим действия I и 2 для остальных вариантов, когда первой на первом станке обрабатывается деталь 2, 3 или 4.
Разрешая конфликт в пользу детали 2, получаем
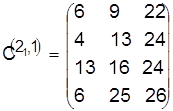 ,
, ![]() .
.
Отдавая предпочтение па первом станке детали 3, получаем расписание и его опенку в виде
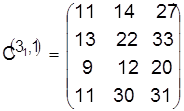 ,
, ![]() .
.
Разрешаем конфликт в пользу детали 4:
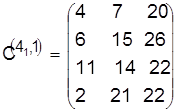 ,
, ![]() .
.
3. Сопоставляем расписания ![]() ,
, ![]() и их оценки
и их оценки ![]() с вершинами дерева, изображающего процесс ветвления всего множества вариантов расписания на подмножества (рисунок 1).
с вершинами дерева, изображающего процесс ветвления всего множества вариантов расписания на подмножества (рисунок 1).
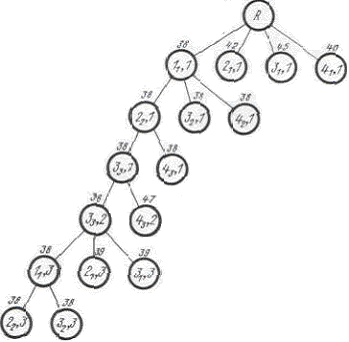
Рисунок 1
Из всех рассмотренных календарных расписаний ![]() выбираем такое
выбираем такое ![]() , для которого
, для которого
![]() .
.
Поскольку наименьшей оценкой является ![]() , предпочтение к запуску на первом станке отдается детали l=1. Остальные m-1=3 детали продолжают конфликтовать па первом станке.
, предпочтение к запуску на первом станке отдается детали l=1. Остальные m-1=3 детали продолжают конфликтовать па первом станке.
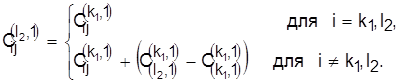
Четвертый шаг. В качестве исходного календарного расписания для дальнейших расчетов берем матрицу ![]() , на основе которой будем определять деталь, подлежащую запуску на нервом станке второй. Для этого построим календарные расписания в виде матриц
, на основе которой будем определять деталь, подлежащую запуску на нервом станке второй. Для этого построим календарные расписания в виде матриц ![]() , элементы которых находятся по правилу
, элементы которых находятся по правилу
Разрешая конфликты для каждой из т—1 оставшейся детали на первом станке, получим нижнюю границу для каждого расписания ![]() и выберем из всех расписаний то, для которого
и выберем из всех расписаний то, для которого
![]() .
.
Детальk2 планируется к обработке второй. Выполним эти расчеты для нашего примера.
Разрешая конфликт для детали 2, построим для нее календарное расписание с учетом того, что деталь 1 уже назначена к обработке первой, и найдем его нижнюю границу. Получим
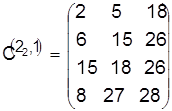 ,
, ![]() .
.
Разрешаем конфликт в пользу детали 3:
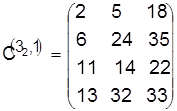 ,
, ![]() .
.