Курсовая работа: Проектирование станции технического обслуживания
3. ОРГАНИЗАЦИЯ И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ
ТО-1 и ТО-2 выполняются через определенные пробеги, устанавливаемые в зависимости от условий эксплуатации автомобилей. Сезонное обслуживание проводится 2 раза в год и включает работы по подготовке подвижного состава к эксплуатации в холодное и теплое время года.
Организация технического обслуживания и текущего ремонта на СТО основывается на технологическом принципе формирования производственных подразделений, при котором каждый вид технического воздействия (ТО-1, ТО-2, ТР и др.) выполняется специализированным подразделениями. Подразделения (бригады, участки и исполнители), выполняющие однородные виды технического воздействия, объединяются в производственные комплексные участки (производственные комплексы).
Комплекс ТОД (техническое обслуживание с диагностированием) выполняет собственно техническое обслуживание, сопутствующий ремонт и работы по диагностированию автомобилей. В состав комплекса входят специализированные бригады, выполняющие:
Ежедневное обслуживание (бригады ЕО);
Первое техническое обслуживание (бригады ТО-1);
Второе техническое обслуживание, регламентные работы и сопутствующие текущие ремонты (бригады ТО-2);
Диагностические работы (бригада Д).
КомплексТР (текущий ремонт) объединяет подразделения, производящие работы по замене неисправных агрегатов, узлов и деталей автомобилей на исправные, а также крепежно-регулировочные и другие работы по текущему ремонту непосредственно на автомобилях.
Комплекс РУ (ремонтный участок) объединяет участки, производящие работы по обслуживанию и ремонту снятых с автомобилей агрегатов, узлов и деталей, изготовлению деталей, а также другие работы, не связанные с непосредственным выполнением их на автомобилях.
Постовые работы ТР могут выполняться на универсальных и специализированных постах.
Метод универсальных постов предусматривает выполнение работ на одном посту бригадой ремонтных рабочих различных специальностей или рабочими-универсалами высокой квалификации, а метод специализированных постов – на нескольких постах, предназначенных для выполнения определенного вида работ.
Специализация постов ТР производится на основе принципа технологической однородности работ, при достаточном числе постов ТР (более 5-6) и при загрузке поста не менее чем на 80% сменного времени.
Специализация постов ТР позволяет максимально механизировать трудоемкие работы, снизить потребность в однотипном оборудовании, улучшить условия труда, использовать менее квалифицированных рабочих. В результате повышаются качество работ и производительность труда.
Возвращающиеся с линии автомобили осматриваются дежурным механиком. Исправные автомобили направляются в зоны ЕО и хранения. Автомобили, подлежащие очередному техническому обслуживанию, и неисправные после мойки направляются на соответствующие посты диагностирования, обслуживания и ремонта или в зону ожидания.
Контрольно-осмотровые работы выполняются механиком контрольно-технического пункта и водителем. Моечно-уборочные работы – специализированной бригадой, в состав которой входят уборщики, мойщики и обтирщики. Заправочные работы – водителем. Приемка выполненных работ осуществляется водителем или перегонщиком. Выборочный контроль – работниками ОТК.
Перед ТО-1 автомобили проходят общее диагностирование Д-1 с целью выявления неисправностей и определения состояния агрегатов и систем, обеспечивающих безопасность движения. В случае выявления неисправностей они устраняются до ТО-1 в комплексе ТР. ТО-1 выполняется специализированной бригадой комплекса ТОД. Контроль качества работ осуществляется бригадиром ТО-1 и представителем ОТК.
За один-два дня до ТО-2 автомобили направляются на углубленное диагностирование Д-2 с целью выявления неисправностей, устранение которых требует большого объёма ремонта. Эти неисправности устраняются до ТО-2 в комплексе ТР. Весь комплекс работ ТО-2 (регламентных работ и сопутствующих ремонтов) выполняется специализированными бригадами комплекса ТОД на поточной линии или тупиковых постах в зависимости от программы. Контроль качества работ осуществляется бригадиром ТО-2 и представителем ОТК.
В начале смены водитель проводит осмотр автомобиля, убеждается в его исправности и выполняет операции по ЕО.
Режим работы зон ТО и ТР характеризуется числом рабочих дней в году, продолжительностью работы (числом рабочих смен, продолжительностью и временем начала и конца смены), распределением производственной программы по времени её выполнения. Число рабочих дней зоны зависит от числа дней работы подвижного состава на линии и вида ТО. Продолжительность работы зон зависит от суточной производственной программы и времени, в течение которого может выполняться данный вид ТО и ТР.
4. ТЕХНИЧЕСКИЙ ПРОЕКТ
Для разработки и проектирования малярного участка необходимо определить перечень применяемого технологического оборудования и его правильную расстановку.
Согласно расчетам малярные работы проводятся на отдельно оборудованных постах. Количество таких постов 2. На каждом посту работает один рабочий. Пост окраски автомобилей представляет собой отдельное помещение, изолированное от других зон и участков, имеющее проточную вентиляцию и отдельные ворота, выходящие на территорию СТО.
Окрасочные работы могут быть выполнены следующими методами: окунанием, ручным (кистью), обливанием, распылением в обычных распылительных камерах, распылением в электростатическом поле. В данном проектируемом участке используется распыление в обычных распылительных камерах.
Таблица 3 - Технологическое оборудование и оснастка.
| Наименование | Количество | Тип, модель | Размеры габаритные, мм | Примечание |
| Опрокидыватель электромеханический | 2 | П-129 | ||
| Камера окрасочно-сушильная | 2 | «Африт» 180/28 (ВНР) | комбинированная | |
| Сушилка универсальная передвижная | 2 | ИФ-06 (ВНР) | Скоростная инфракрасного излучения | |
| Камера для нанесения противошумной мастики и противокоррозионного покрытия | 2 | Н-10.003 | ||
| Установка для нанесения противокоррозионного покрытия на низ автомобиля | 1 | 183М | Передвижная | |
| Камера для окраски узлов и агрегатов автомобиля | 2 | Л-101 (Гипроавтотранс) | ||
| Шкаф для приготовления краски и испытания образцов | 2 | Н-9938.0025 | ||
| Тележка для перемещения кузова | 2 | ИЭ-70 (ПКБ Главмосавтотранс) | ||
| Краскопульт | 2 | SATA |
Для окраски используется комбинированная окрасочно-сушильная камера типа «Афит». Сушку местных подкрашенных участков выполняют с помощью передвижной универсальной сушилки с инфракрасным излучением.
Схема организации технологического процесса на окрасочном участке представлена на рис. 1.
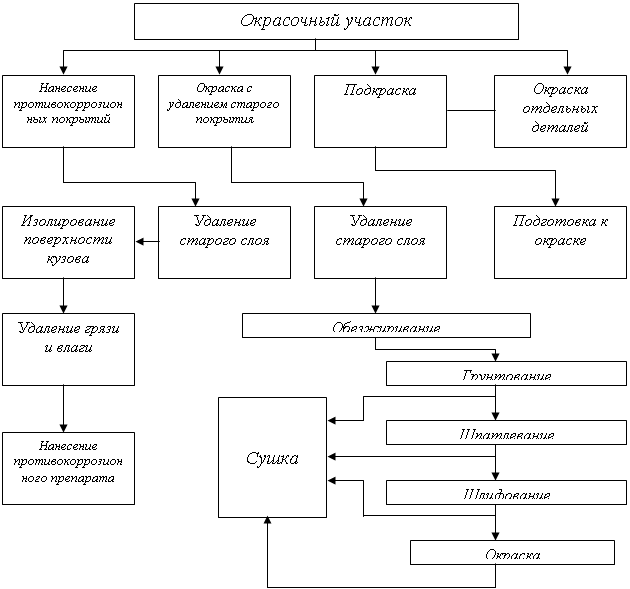
Рисунок 1 - Схема организации технологического процесса на окрасочном участке.