Курсовая работа: Проектування дільниці по відновленню кулачків розподільчого валу автомобіля ЗІЛ–130
Переваги технології напилювання:
1. Можливість нанесення покриттів на вироби, виготовлені практично з будь-якого матеріалу.
2. Можливість напилювання різних матеріалів за допомогою одного і того ж обладнання.
3. Відсутність обмежень щодо розміру оброблюваних виробів. Покриття можна напилити як на велику площу, так і на обмежені ділянки великих виробів.
4. Можливість застосування для збільшення розмірів деталі (відновлення та ремонт зношених деталей машин).
5.Відносна простота конструкції обладнання для напилювання, його мала маса, нескладність експлуатації обладнання для напилювання, можливість швидко і легко переміщатися.
6. Можливість широкого вибору матеріалів для напилювання.
7. Невелика деформація виробів під впливом напилювання. Багато способи поверхневої обробки виробу вимагають нагрівання до високої температури всього виробу або значної його частини, що часто стає причиною його деформації.
8. Можливість використання напилювання для виготовлення деталей машин різної форми.
9.Простота технологічних операцій напилювання, відносно невелика трудомісткість, висока продуктивність нанесення покриття.
10.Не потрібно спеціальної дорогої обробки (очищення) продуктів, що забруднюють навколишнє середовище, на відміну від засобів очищення і нейтралізації при гальванічних видах обробки виробів.
Напилювання має відмітні особливості, знання яких необхідно для правильного вибору технології нанесення покриттів для кожного конкретного випадку. Для вибору оптимального способу нанесення покриття необхідно враховувати форму і розміри виробів;вимоги, що пред'являються до точності нанесення покриття, його експлуатаційними властивостями; витрати на основне і допоміжне устаткування, наплавочні матеріали і гази, на попередню і остаточну обробку покриттів;умови праці та інші фактори виробничого і соціального характеру.
2. Спеціальна частина
2.1 Опис базової установки надзвукового плазмового напилення
Основні етапи у вдосконаленні апаратури головним чином пов'язані з розробкою і реалізацією нових підходів, а в останні роки з її оснащенням вимірювальними і керуючими цифровими пристроями. НВП ТОПАС розробило і освоїло випуск ряду нових типів наукомісткої плазмової апаратури, реалізувало нові технології. На початку 90-х років Інститутом газу НАН України та Інститут електрозварювання ім. Є.О.Патона НАН України була розроблена і підготовлена до промислової реалізації нова апаратура надзвукового високопродуктивного плазмового напилення потужністю 160 кВт «КИЇВ-С». Великий обсяг випробувань показав, що ця апаратура гарантує найкращу якість газотермічних покриттів, економічна, надійна і доступна для широкого споживача. Однак сьогодні ця передова розробка в нашій країні ще не затребувана.
Представлена робота є спробою авторів зберегти даний напрямок і надати йому нову практичну значимість. Для реалізації цієї ідеї розроблено ряд надзвукових плазмотронів і апаратурних комплектів для напилювання покриттів в плазмі продуктів згоряння вуглеводневого газу з повітрям потужністю 10 ... 40 ... 80 ... 160 кВт. У цих плазмотронах реалізований новий підхід формування дальнього слабо недоросширенного надзвукового плазмового струменя. Зниження розсіювання потужності струменя здійснюється придушенням турбулентності в прикордонному шарі за рахунок використання тонких ефектів динаміки плазми. Як зазначалося вище, основні особливості поведінки плазми молекулярного газу в нерівно важних умовах пов'язані з коливно-поступальною нерівноважністю, яка може досягати декількох тисяч градусів. При цьому можливі умови, коли ефект другої в'язкості звертається (друга чи об'ємна в'язкість стає негативною), що призводить не до загасання звуку, який генерується власної турбулентністю, а до його наростання. Ефективне посилення звуку за рахунок звернення другий в'язкості відбувається на частотах 10-100 кГц. Інтенсивні звукові хвилі, що виникають і посилюються на одній ділянці течії, а поглинають на іншому (нижче по потоку), можуть значно вплинути на гідродинамічні параметри течії та електрофізичні властивості розряду. Генерується при цьому надзвуковий плазмовий струмінь характеризується більше (на 30%) високими розгінної і гріє здібностями. При швидкості частинок близько 600 м / с забезпечується проплавлення всіх тугоплавких матеріалів.
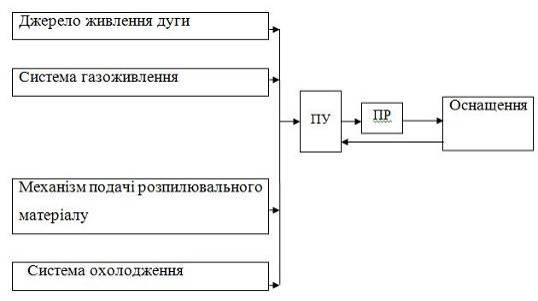
Рис. 1. Функціональна схема плазмової установки: ПУ – пульт керування, ПР – плазмовий розпилювач.
Основними елементами всіх плазмових установок є: плазмотрон (плазмовий розпилювач), джерело живлення дуги, система газоживлення, дозатор-живильник і вся система подачі розпалюваного матеріалу, система охолодження і пульт управління. Крім цих основних елементів до кожної установки надають пристрої, які приводять в рух деталь, гасять шуми, система вентиляції.

Рис. 2. Блок-схема установки до плазмового напилення: 1 - система газопостачання; 2 - механізм подачі напилювального матеріалу; 3 - механізм пересування плазмотрона; 4 - розпилювач; 5 - виріб, на поверхню якого наносять покриття, і система його руху; 6 - пульт керування; 7 - джерело живлення дуги.
Для газо термічного напилення в виробничих умовах необхідно здійснювати взаємне переміщення пальника і деталі. Параметри цього переміщення – швидкість, дистанція напилення (відстань від пальника до деталі), кут зустрічі напилювального потоку з поверхнею, яку обробляємо – повинні витримуватися у процесі напилення і точно відтворюватися від деталі до деталі. Для забезпечення цих вимог використовують спеціальну технологічну оснастку.
ТОПАС-40
Установка плазмового напилення потужністю 40 кВт комплектується плазматрона в ручному і машинному виконаннях. Плазматрона виконані з одиночною МЕВ і рекуперативним охолодженням, можуть працювати на до-і надзвуковому режимах. Призначена для напилювання покриттів на зовнішні і внутрішні поверхні. Можуть використовуватися порошкові і дротяні матеріали.
Плазмообразуючий газ - повітря+метан
Напруга мережі, В - 3х380 (180)
Робоча напруга, В - 140-180
Робочий струм, А - 100-250
Витрата суміші, м3/год - 3-10