Курсовая работа: Проектування технологічного оснащення та вимірювального інструменту
5) забезпечення вільного підходу інструмента до всіх оброблюваних поверхонь;
6) швидкодія затискачів.
Даний верстатний пристрій призначений для закріплення заготовок при обробці на універсально-фрезерному верстаті моделі СФ-676 для виконання операції №045 для фрезерування лисок в розмір 13h7мм. Операція виконується після попередньої чорнової та напівчистової обробки деталі на попередніх операціях.
Шорсткість установчих поверхонь заготовки відповідає Rz20, точність виконання цих розмірів відповідає сьомому квалітету точності.
При обробці заготовки на даній операції знімаються такі припуски: ширина фрезерування b=10мм, довжина фрезерування l=8мм, глибина фрезерування t=2,5мм.
Операція повинна бути виконана з точністю по сьомому квалітету точності і шорсткістю Ra=1,6.
Принцип роботи пристрою
Пристрій багатомісний, одночасно встановлюються і затискаються дванадцять деталей і обробляється комплектом чотирьох двосторонній дискових фрез.
Деталі встановлюються циліндричною поверхнею в самоцентруючі призми по рухомій посадці. Висота призм відповідає циліндричній частині заготовки. Деталь фіксується в пристрої на виступ Ø12мм.
Затиск відбувається штоком пневмоциліндра, який рухає призми до повного затиску заготовки. Після закінчення шток циліндра повертається в первинне положення, а призми розтискаються за допомогою пружин і деталь вільно виймається з призми.
Для запобігання падіння тиску у повітряній мережі встановлюють запобіжний клапан, тому безпека праці гарантована.
3.2 Схема базування заготовки в пристрої
Схема розташування установчих елементів визначається схемою базування заготовки та типом установчих елементів. При розробці принципової схеми визначають найкраще розташування установчих елементів у кожній координатній площині. Для базування заготовки на установочну базу остання повинна мати три установчих елементи. Розташувати їх на заданій площині можна по різному. Добираємо таку схему розташування елементів, при якій були б забезпечені найвища точність встановлення та найбільша стійкість заготовки, що базується .
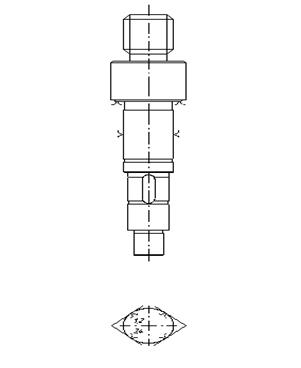
1,2,3,4-подвійні установчі бази;
5,6,7,8-подвійні упорні бази;
9,10-упорні бази.
Рисунок 3.1 – Схема базування заготовки в пристрої.
3.3 Принципова схема пристрою
Принципова схема верстату складається зі схеми розташування установчих елементів, схеми сил затиску заготовки, кінематики передачі зусилля від привода до затискних елементів.
Схема розташування затискних елементів визначається схемою базування заготовки та типом установчих елементів. Згідно зі схемою базування заготовки відома кількість установчих елементів, які мають розташовуватися по трьох координатах, побудованих на комплекті баз заготовки. При розробці принципової схеми визначають розташування установчих елементів у кожній координатній площині. Наприклад, для базування заготовки на установчу базу, остання повинна мати три установчих елементи. Розташувати їх на задній площині можна по-різному. Добирають таку схему розташування елементів, при якій були б забезпечені найвища точність виготовлення та найбільша стійкість заготовки, що базується.
При доборі схеми сил затиску насамперед вирішують, на які координатні площини, що побудовані на установчих елементах пристрою, повинно бути напрямлене силове затискання. З точки зору надійного забезпечення визначеності базування заготовки рекомендується силове затискання напрямляти на кожну з шести опор. Для спрощення пристрою бажано прикладати сили затиску на одну координатну площину, побудовану на установочній базі.
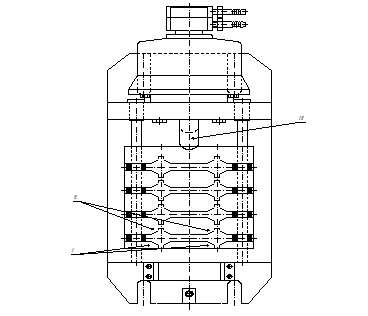
I – схема установчих елементів пристрою (нерухомі призми α=90°)
II – схема затискних елементів пристрою (рухомі призми α=90°)
III – схема передачі зусиль від пневмоциліндра до установчо-затискних елементів пристрою.
Рисунок 3.2 – Принципова схема пристрою.
3.3 Точнісний розрахунок пристрою
Точність обробки заготовок на фрезерних верстатах залежить в основному від способу орієнтації пристрою відносно стола верстату та методу налагодження різального інструменту відносно заготовок.
Фрезерні пристрої на верстаті орієнтують за допомогою напрямних шпонок або центруючи пальців. Елементи для орієнтації пристрою прикріплюють до корпуса з боку його опорної площини і встановлюють у Т-подібний паз стола. Цим досягається паралельність установчих поверхонь пристрою в напрямі поздовжньої подачі стола верстата.
У цьому маємо загальний випадок, коли пристрій встановлений на напрямних шпонках або центруючи пальцях, має забезпечити автоматичне отримання розмірів заданої точності без вивірки. Інструмент встановлений за допомогою кутового установа і щупа, тому умова забезпечення заданої точності розміру матиме загальний вигляд:
![]()