Курсовая работа: Проектування технологічного оснащення та вимірювального інструменту
Заготовку в пристрої встановлюють на циліндричну поверхню та торець, який перпендикулярний до неї. Тому схема базування така: зовнішній циліндричний діаметр і торець.
Пристрій встановлюється на верстаті без додаткового налагодження, а ріжучий інструмент встановлюють на розмір з допомогою спеціального елемента – установа.
Основні розміри пристрою:
m – налагоджувальний розмір;
a – паралельність оброблюваних поверхонь між собою.
Призначаємо допуски на основні розміри пристрою:
1) номінальне значення налагоджувального розміру
![]()
2) відхилення на розмір m дістаємо використовуючи співвідношення
![]()
Отже, маємо розмір m=3,5(±0,04)мм;
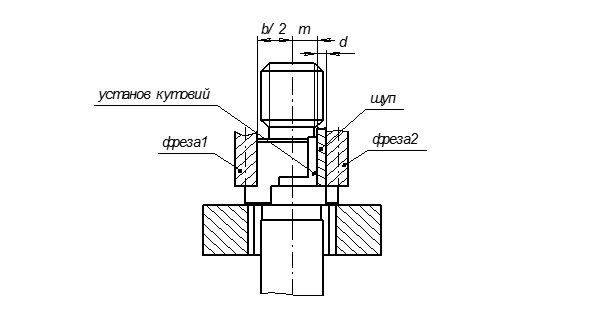
Рисунок 3.3 – Ескіз установки заготовки у пристрої.
3) допуск непаралельності обробляємих поверхонь між собою за рекомендаціями вибирається – 0,04мм на 100мм довжини.
Виконуємо перевірочний розрахунок на точність.
Маємо пристрій з установом, за допомогою якого швидко налагоджується різальний інструмент відносно заготовки і пристрою. Тому розрахунок на точність виконується за формулою:
![]()
де Тз =0,16мм (з креслення де талі),
Кс =0,6 [2,с.59].
1) похибка базування ωб =0, тому що пристрій самоцентруючий і самозатискний;
2) похибка встановлення заготовки ωв.з.
![]()
де похибка центрування заготовки ωц , здійснюється самоцентруючими призмами:
ωц =0,02мм за рекомендаціями [2,с.179].
Враховуємо допуск на зношування установчих елементів призм ωзн :
ωзн = 0,02мм за рекомендаціями [2,с.59].
3) похибка пристрою ωп складається з двох частин:
![]()
де ωп1 – відхилення на розмір m, який визначає положення установа відносно установчих призм: