Курсовая работа: Производство меди
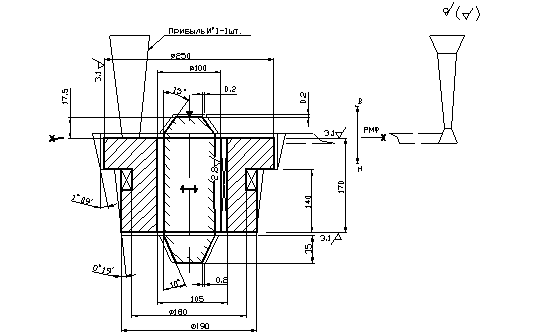
Наиболее распространенная до настоящего времени технология предусматривает (см. рис) обязательное использование следующих металлургических процессов: плавка на штейн, конвертирование медного штейна, огневое и электролитическое рафинирование меди. В ряде случаев перед плавкой на штейн проводят предварительный окислительный обжиг сульфидного сырья.
Плавку на штейн медных руд и концентратов - основной технологический процесс - можно проводить практически любым видом рудных плавок. В современной металлургии меди для ее осуществления используют отражательные, руднотермические (электрические) и шахтные печи, а также автогенные процессы нескольких разновидностей.
Что же касается месторождений меди на Украине, то их можно назвать очень бедными, по сколько залежей меди на территории нашей страны практически нету. Вот только незначительная часть месторождений медных руд расположена на Волыне и Подолье. Причём слой проникновения этих залежей колеблется в приделах 0,2 - 0,5 м. Поэтому сырьевая база меди мала.

2. Разработка технологического процесса получения отливки методом литья в разовые литейные формы
2.1 Для детали необходимо получить заготовку методом литья в разовую песчано-глинистую форму
В данном примере для изготовления стойки используется чугун марки СЧ 21 (серый чугун с пределом прочности σ![]() = 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.
= 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.


2.2 Разработка чертежа модельно литейных указаний
Обрабатываемые поверхности по возможности размещают вертикально или в нижней части отливки. Для моей детали предпочтительно вертикальное положение отливки с размещением в нижней части формы.
Припуски на механическую обработку - слои металла, удаляемые в процессе механической обработки отливки с её обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхности. Значения припусков на механическую обработку назначают в зависимости от класса точности номинальных размеров отливки и номера ряда припусков в соответствии с ГОСТ 26645-85. По номинальным размерам обрабатываемых элементов и классу точности отливки назначаю допуски.
Допуски размеров отливки, образованные одной полуформой, устанавливают на 1-2 класса точнее заданного. Поэтому в расчётах я использую класс точности 8
По назначенному допуску и номеру ряда припуска устанавливаю значение припуска.
Отверстия небольшого диаметра усложняют технологический процесс получения отливки. На такие элементы припуски не назначают, а полностью получают механической обработкой. На чертеже на эти элементы назначают напуски. По полученным значениям припусков и номинальных размеров детали определяют размеры отливки по формуле:
L![]() =L
=L![]() ±Z
±Z
где L![]() - номинальный размер отливки, мм;
- номинальный размер отливки, мм;
L![]() - номинальный размер детали, мм;
- номинальный размер детали, мм;
Z- припуск на механическую обработку, мм.
Припуск на механическую обработку и размеры отливок.
| Номинальный размер летали L | Класс точности | Номер ряда припуска | Припуск на сторону |
Размер отливки
L | ||
| Ш 250 | 8 | 1,8 | 8 | 3,1 | Ш 256,2 | |
| Ш 100 | 8 | 1,4 | 8 | 2,8 | Ш 94,4 | |
| 170 | 8 | 1,8 | 8 | 3,1 | 176,2 | |
| 140 | 8 | 1,6 | 8 |
3,0 3,1 |
-- 143,1 | |
| Ш 190 | 8 | Необрабатывемая поверхность | Ш190 | |||
| 105 | Напуск | |||||
| 2 скифа 2x45є | Напуск | |||||
| Внешний паз 20 под углом 60є | Напуск | |||||
| Шпоночный паз 5x8 | Напуск | |||||
Формовочные уклоны облегчают извлечение модели из формы. Уклоны придаются вертикальным поверхностям моделей, не имеющим конструктивных уклонов в направлении извлечения их из формы. Значения уклонов регламентированы стандартами и зависят от материала модели и высоты формообразующей поверхности.
Формовочные уклоны.
| Высота формообразующей поверхности, мм | Формовочный уклон, мм | |
| 170-140=30 | 1є09' | 0,6 |
| 140 | 0є19' | 1,0 |
2.3 Разработка чертежа модели, стержня и стержневого ящика
Длина стержневого знака определяется исходя из диаметра и длины стержня.
Так как имеем вертикальное расположение, то сначала определяем нижнего знака, а высота верхнего знака равна половине нижнего. Уклоны знаковых частей для вертикального стержня принимают равными для нижнего стержня 10![]() , верхнего 15
, верхнего 15![]() .
.
Модель имеет конфигурацию внешней поверхности отливки. Внутренняя поверхность отливки образуется с помощью стержня, который изготавливают из стержневой смеси.