Курсовая работа: Производство меди
L![]() = L
= L![]() + Y,
+ Y,
где L![]() - номинальный размер модели или стержня, мм;
- номинальный размер модели или стержня, мм;
Y- величина усадки, мм.
Размер модели.
| Размер отливки L | Усадка, % | Усадка Y, мм | Размер модели L |
| Ш 265,2 | 1,0 | 2,6 | Ш 258,8±1,2 |
| Ш 190 | 1,0 | 1,9 | Ш 191,9±1,2 |
| 176,2 | 1,0 | 1,8 | 178,0±1,2 |
| 143,1 | 1,0 | 1,4 | 144,5±1,2 |
При изготовлении моделей и стержневых ящиков имеют место отклонения размеров, которые регламентированы стандартами.
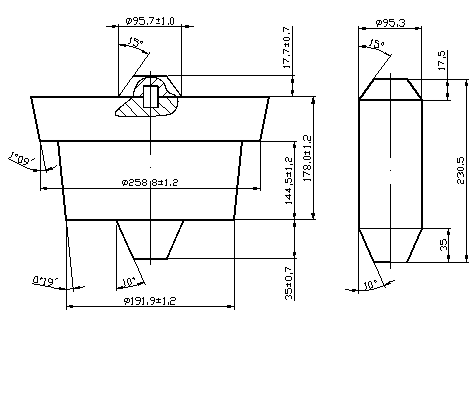
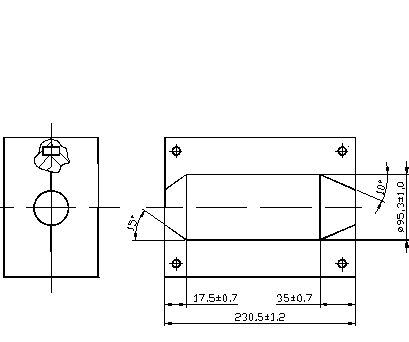
Размеры стержня и стержневого ящика.
| Размер отливки L |
Усадка, % |
Усадка Y, мм | Размер стержня L |
Размер знака, мм | Размер ящика L |
| Ш 94,4 | 1,0 | 0,9 | Ш 95,3 | Ш 95,3±1,0 | |
| 176,2 | 1,0 | 1,8 | 178,0 |
Высота: "верх"- 17,5 "низ"- 35,0 |
230,5±1,2 17,5±0,7 35,0±0,7 |
Модели и стержни изготавливают со стержневыми знаками. Знаки на модели образуют в литейной форме полости, в которые помещают знаковые части стержня. Для получения технологических зазоров между литейной формой и знаковыми частями стержня соответствующие размеры знаковых частей модели увеличивают на величину зазора (0,2мм).
Размер знаковых частей модели.
| Размер знака на стержне, мм | Зазор, мм | Размер знака на модели, мм |
| Ш 95,3 | 2x0,2 | Ш 5,7±1,0 |
| 35 | --- | 35±0,7 |
| 17,5 | 0,2 | 17,7±0,7 |
3. Разработать технологический процесс получения поковки
3.1 Исходные данные
Для детали необходимо получить заготовку методом свободной ковки на молоте. В рассматриваемом примере для изготовления вала используется сталь 20 - конструкционная, низкоуглеродистая, качественная с содержанием углерода 0,2%.
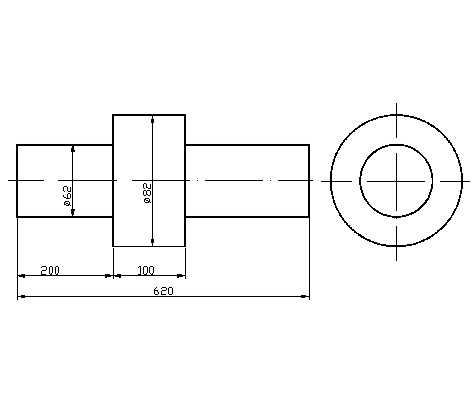
3.2 Определение припусков и разработка чертежа поковки
Припуски на механическую обработку чаще всего назначаются на все размеры детали, что связано с наличием дефектного поверхностного слоя, значительных геометрических погрешностей формы и размеров поковки. Большое практическое значение имеют напуски при проектировании поковок валов с уступами, выступами и выемками.
Уступ - это любой участок поковки, диаметр которого больше хотя бы одного из прилегающих участков. Выемка - участок поковки, диаметр которого меньше диаметров обоих прилегающих участков. Выступ - участок поковки, диаметр которого больше диаметра обоих прилегающих участков.
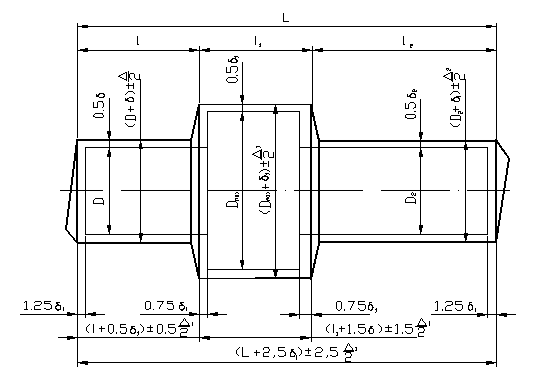
Ковка коротких уступов и уступов с малой высотой экономически нецелесообразна. В таких случаях форму поковки упрощают, назначая напуски. Основные припуски δ и предельные отклонения ±Δ/2 для поковок, получаемых ковкой на молотах по ГОСТ 7829-70.
Схема назначения припусков и допусков.