Курсовая работа: Расчет авторемонтного предприятия
Рис.1 Структура управления АРП

Рис.2 Производственная структура
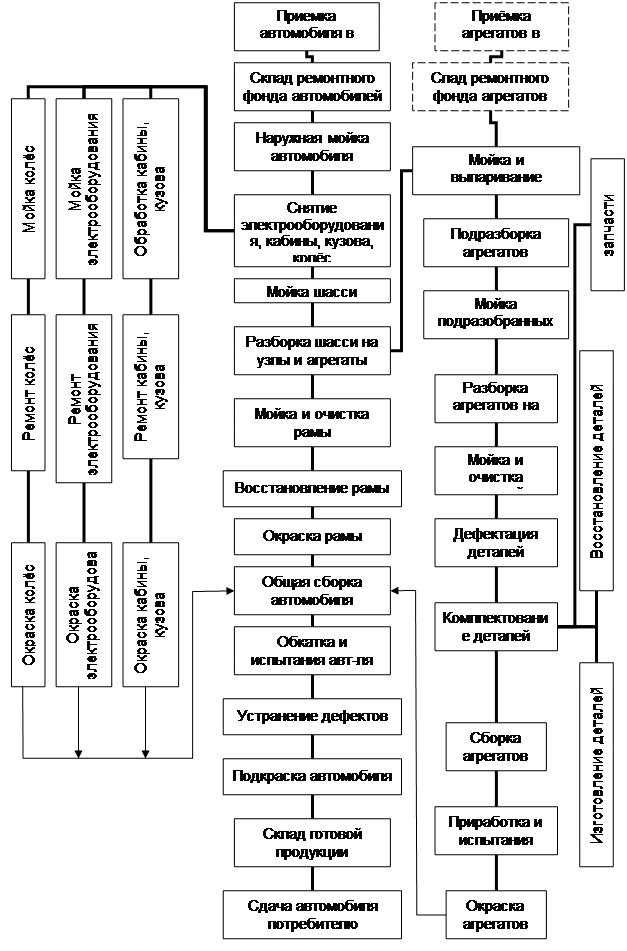
1.2 Схема КР машины
Рассмотрим технологический процесс КР грузового автомобиля (рис.3). С принятого в ремонт автомобиля снимают аккумуляторные батареи, приборы питания и электрооборудование и направляют его на площадку хранения ремонтного фонда. После этого автомобиль буксиром переводят на транспортирующий конвейер поста мойки. После наружной мойки автомобиль подают на пост предварительной разборки, где с него снимают платформу, колеса спинки и сиденья, стекла, обивку и арматуру кабины, и саму кабину, а также топливные баки. Снятые части направляют на соответствующие посты для ремонта. Следующий комплекс работ: повторная мойка, слив масла из картеров двигателя, коробки передач, заднего моста, механизма управления и выпаривание картеров с помощью водяного пара.
Перемещаемый транспортёром автомобиль в дальнейшем поступает на посты полной разборки. Здесь него снимают механизм управления, силовой агрегат, карданные валы, передний и задний мосты, узлы подвески и привод тормозной системы. Все снятые агрегаты узлы направляются на специализированные участки (цехи) и посты для последующего ремонта. После ремонта раму автомобиля моют и отправляют в ремонт.
Рассмотренные группы работ составляют первый этап КР автомобиля— его разборку и мойку. Второй этап— это ремонт его агрегатов и узлов. На этом этапе выполняются: разборка агрегата (узла), мойка и очистка деталей, дефектация их, восстановление достигших предельного состояния деталей сборка агрегата (узла), его испытание, обкатка и окраска. Однако как видно из схемы не по всем агрегатам узлам выполняется полностью этот перечень работ, что объясняется особенностям назначения устройства узла или агрегата.
После разборки агрегата узлов наружные и внутренние поверхности деталей подвергают мойке и очистке от таких загрязнений как нагар, накипь, старая краска, продукты коррозии, коксовые и смолистые отложения.
В результате дефекации и сортировки деталей выясняется возможность их последующего использования в агрегате или узле, определяется объем и характер восстановительных работ, и количество новых потребных деталей.
Восстановление деталей является основным видом работ на ремонтном предприятии. Сборка узлов и агрегатов, как и восстановление деталей, представляет собой важнейшее условие обеспечения необходимого качества ремонта при оптимальных производственных затратах. На сборку детали подаются комплектами. Комплектование деталей выполняют комплектовочные отделения. Сборку двигателей производят на поточных линиях других агрегатов — на специализированных постах.
Испытания агрегатов и узлов проводятся с целью проверки качества их сборки и соответствия выходных характеристик требованиям технических условий на ремонт, а также для обеспечения предварительной приработки подвижно сопряженных деталей.
Окраска отремонтированных агрегатов и узлов производится, как правило, после испытания и устранения дефектов перед общей сборкой автомобиля. Окраску платформы и кабины выполняют сразу после восстановления: колеса окрашивают до сборки (шиномонтажных работ). Поле испытаний и окраски агрегаты и узлы предъявляют представителю отела технического контроля. Отремонтированные агрегаты и узлы в последующем направляют на общую сборку автомобиля через промежуточные цеховые кладовые или минуя их.
Третьим этапом технологического процесса капитального ремонта автомобиля является общая сборка. Общая сборка ведется из отремонтированных агрегатов и узлов на специализированных постах или на поточных линиях. После общей сборки автомобиль заправляют топливом и подают на испытания, представляющие собой четвертый этап технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабанами. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. Поле испытаний дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранений дефектов. Полностью исправный автомобиль при необходимости подкрашивают и сдают представителю отдела технического контроля или непосредственно заказчику.
Рис.3 Схема КР машины
1.3 Расчет производственной программы ремонтного предприятия
1.3.1 Годовой фонд времени рабочего
Номинальный, для всех специальностей цеха, ч.:
Фн.р.=[К-(В+П)]tсм-Пр=[365-(104+8)]·8,2-3=2071,6 ч
Где К=365 — количество календарных дней в году;
В=104 — количество выходных дней в году;
П=8 — количество праздничных дней в году;
tсм=8,2 — продолжительность рабочей смены, ч;
Пр=3 — количество часов на которые сокращается рабочий день в праздничные дни.
Действительный, ч:
Фд.р.=( Фн.р.-to·tсм)·β
Где to — продолжительность отпуска, дней;
β — коэффициент, учитывающий потери рабочего времени по уважительным причинам.
Для гальваника и термиста:
Фд.р.=(2071,6-18·8,2)∙0,97=1866,28 ч.
Для кузнеца и сварщика:
Фд.р.=(2071,6-24∙8,2)∙0,92=1724,82 ч.