Курсовая работа: Расчет и проектирование гибкой производственной системы по изготовлению корпусных изделий
Среднее время работы инструмента составляет tин = 4 мин, время его смены tсм = 2,5 мин. Таким образом, при среднем времени нахождения в комплексе каждого инструмента ![]() мин за один час надо сменить
мин за один час надо сменить
![]()
При периодичности подъема кассеты в один час принимаем число подвижных кассет равным двум по пять гнезд в каждой кассете (см. рис. 5.1).
5.3 Расчет числа роботов-автооператоров, расположенных со стороны станков
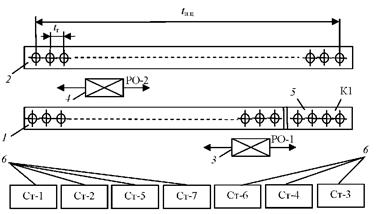
Рис. 5.2 – Предварительная схема компоновки АСИО с центральным складом-накопителем инструментов:1, 2 – накопители инструментов; 3, 4 – роботы-автооператоры доставки инструментов, расположенные соответственно со стороны станков РО-1 и между накопителями РО-2; 5 – подъемная кассета инструментов К1; 6 – станочный комплекс ГПС
Для обработки деталей всех наименований Kин=2000 инструментов. Коэффициент, учитывающий партионность запуска, равен m =1,5. Число неразмещающихся инструментов в магазинах комплекса составляет ![]() на одновременно обрабатываемые деталеустановки. Одновременно на комплексе находятся в обработке nд = 3 деталеустановки. Число дополнительных инструментов составит:
на одновременно обрабатываемые деталеустановки. Одновременно на комплексе находятся в обработке nд = 3 деталеустановки. Число дополнительных инструментов составит:
![]() (5.5)
(5.5)
Суммарное число смен инструмента на комплексе в течение месяца
![]() (5.6)
(5.6)
Принимаем: tк=0,15 мин; lср=20 м; tв=tп=0,2 мин; tпов=0,05 мин; V=60 м/мин, среднее время смены одного инструмента
![]() (5.7)
(5.7)
Суммарное время, затрачиваемое роботом РО-1 (рис. 4.7) на обеспечение станочного комплекса необходимым инструментом в течение месяца, составит
![]() (5.8)
(5.8)
Число роботов-автооператоров РО-1 (рис. 4.7), обслуживающих станки
![]() (5.9)
(5.9)
5.4 Расчет числа роботов-автооператоров, расположенных между линиями накопителей центрального магазина
Число вводимого и выводимого инструмента в связи с неразмещением его полностью на комплексе:
![]()
При tк=0,15 мин; lср=20 м; tв=tп=0,2 мин; tпов=0,05 мин; V=60 м/мин и tч.п=0,1 мин, среднее время одного ввода–вывода инструмента составит:
 (5.10)
(5.10)
Время, которое необходимо затратить роботу-автооператору РО-2 (рис. 5.2) на ввод и вывод инструмента из комплекса составит:
![]() (5.11)
(5.11)
Часть инструмента (1/3), подаваемого кассетой, сразу же устанавливается в линию накопителя, ближайшего к станкам. Другая часть (2/3) по мере необходимости меняется с первой. Суммарное число замен инструментов между линиями центрального магазина составит:
![]()
Среднее время одной смены инструмента
![]()
Время, необходимое на обмен инструментов между линиями накопителей ИЦ1 и ИЦ2 составит:
![]() (5.12)
(5.12)
Тогда суммарное время, затрачиваемое роботами на обслуживание линий накопителя
![]() (5.13)
(5.13)