Курсовая работа: Расчет металлорежущих инструментов (протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала)
Заключение
Список использованой литературы
Введение
Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала.
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длинной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го - 8-го квалитетов точности) и низкой шероховатости Ra =0.63-0.25 мкм.
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу по внутреннему диаметру для обеспечения более высокой точности центрирования необходимо протягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
Комбинированные сверла используют при обработке ступенчатых отверстий с невысокой точностью небольших и средних диаметров в крупносерийном и массовом производстве.
1. Расчет комбинированной протяжки
Исходные данные для проектирования:
диаметр отверстия до протягивания ![]() мм;
мм;
наружный диаметр шлицев ![]() мм;
мм;
внутренний диаметр шлицев ![]() мм;
мм;
число шлицев ![]() мм;
мм;
ширина шлицев ![]() мм;
мм;
размер фаски ![]() мм, угол фаски шлицевых пазов
мм, угол фаски шлицевых пазов ![]() ;
;
материал и твердость детали: сталь 40, НВ 255-285
длина протягивания ![]() мм;
мм;
шероховатость поверхности ![]() мкм;
мкм;
данные о станке: тяговое усилие 400 кН, ход штока 1,5 м;
порядок расположения видов зубьев: круглые, фасочные, шлицевые.
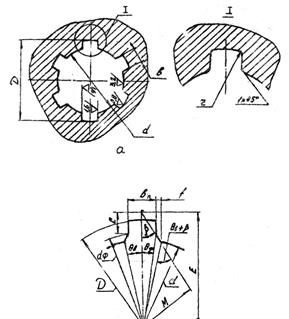
Рисунок 1 - Шлицевое отверстие: а - шлицевое отверстие; б - форма шлицевой канавки;
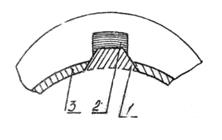
Рисунок 2 - Схема срезания припуска комбинированной протяжкой
1.1 Расчет круглой части комбинированной протяжки
1.1.1 Материал протяжки
Так как обрабатываемый материал - сталь 40 с НВ 255-285, то согласно [1, стр.10, табл.2] эта сталь относится ко 2-й труппе обрабатываемости стали, согласно чему по [1, стр.11, табл.3] принимаем материал протяжки сталь ХВГ.
1.1.2 Величина припуска на протягивание
Суммарную величину припуска на круглые зубья протяжки назначаем в зависимости от внутреннего диаметра отверстия и его длины по [1, стр.12, табл.4]: ![]() мм.
мм.
1.1.3 Тип хвостовика и его размеры
Протяжки, изготовляемые из стали ХВГ, выполняют цельными, независимо от их диаметра. По [1, стр.13, табл.5] выбираем основные размеры хвостовика под быстросменный патрон:
![]() мм;
мм;