Курсовая работа: Расчет металлорежущих инструментов (протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала)
1.1.7 Подача черновых секций
![]() мм,
мм,
где ![]() - коэффициент заполнения стружечных канавок (для стали
- коэффициент заполнения стружечных канавок (для стали ![]() ).
).
Полученное значение величины подъема зубьев округляем до стандартного ![]() мм. Тогда фактический коэффициент заполнения стружечной канавки
мм. Тогда фактический коэффициент заполнения стружечной канавки
![]()
1.1.8 Передние и задние углы зубьев протяжки
Выбираем по [1, стр.16, табл.8]:
черновые и переходные зубья ![]() ;
;
чистовые и калибрующие ![]() ;
;
чистовые ![]() ;
;
калибрующие ![]() .
.
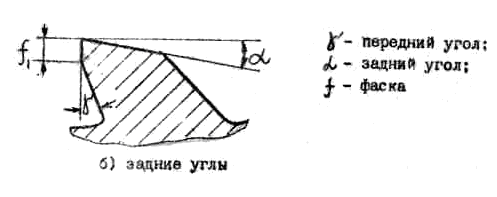
Рисунок 5 - Углы профиля зубьев
1.1.9 Число зубьев черновых секций
 ,
,
где - ![]() - число одновременно работающих зубьев;
- число одновременно работающих зубьев;
![]() ,x- принимаем по [1, стр.17, табл.9];
,x- принимаем по [1, стр.17, табл.9];
![]() - принимаем по [1, стр.18, табл.10].
- принимаем по [1, стр.18, табл.10].
1.1.10 Общий припуск на протягивание
![]() мм,
мм,
где ![]() - величина остаточной деформации отверстия.
- величина остаточной деформации отверстия.
1.1.11 Припуск на черновые зубья
![]() мм,
мм,
где ![]() - припуск на переходные зубья [1, стр. 20, табл.12, б];
- припуск на переходные зубья [1, стр. 20, табл.12, б];
![]() - припуск на чистовые зубья [1, стр. 20, табл.12, а].
- припуск на чистовые зубья [1, стр. 20, табл.12, а].
1.1.12 Припуск на первую черновую секцию
![]() мм.
мм.
Принимаем ![]() мм.
мм.
1.1.13 Количество черновых секций без первой