Курсовая работа: Расчет, выбор и обоснование посадок соединений
![]()
Предельные размеры длины шпоночного паза в валу:
![]() мм,
мм, ![]() мм.
мм.
Определяем предельные зазоры в посадке:
![]() мм,
мм,
![]() мм.
мм.
Строим схему расположения полей допусков шпоночного соединения по длине:

Рисунок 7 - схема расположения полей допусков шпоночного соединения по длине.
Назначаем шероховатость сопрягаемых поверхностей шпонки, вала и втулки Ra= 3.2 мкм, а несопрягаемых поверхностей - Ra=6,3 мкм. Выбираем экономические методы окончательной обработки деталей соединения: шпонка - шлифование плоское получистовое; паз вала - фрезерование чистовое концевой фрезой; паз втулки - протягивание чистовое.
Эскизы нормального шпоночного соединения, его деталей, схема расположения полей допусков на размер bприведены дальше. Для обеспечения взаимозаменяемости шпоночного соединения допуск на ширину паза следует рассматривать как комплексный, в пределах которого находятся как отклонения ширины паза, так и отклонения его расположения. Ограничение всех этих отклонений в пределах допуска на ширину паза вала достигается контролем комплексными и элементными калибрами. Контроль элементными калибрами производится до контроля комплексными калибрами.
На заводах автотракторного и сельскохозяйственного машиностроения контроль деталей шпоночных соединений производит с помощью предельных калибров.
Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны. Размер от образующей цилиндрической поверхности втулки до дна паза (d+ t2) контролируют пробкой со ступенчатым выступом. Глубину паза вала tlпроверяют кольцевыми калибрами-глубиномерами; симметричность расположения паза относительно осевой плоскости проверяют у втулки пробкой со шпонкой, а у вала - накладной призмой с контрольным стержнем.
При ремонте машин можно использовать как универсальные средства измерения, так и калибры. Из большого числа размеров шпоночного соединения за счет пластических деформаций изменяется только ширина шпоночных пазов и ширина самой шпонки. Поэтому при дефектации можно использовать универсальные средства измерения, а при восстановлении желательно применять предельные калибры.
1.5 Выбор посадок для шлицевых соединений
Для шлицевого соединения b-8x42H11/ не менее d1 х46H12/a11x8F8/js7 выбрать допуски посадок, формы и расположения.
Шлицевое соединение - вид соединения валов со втулками по поверхностям сложного профиля с продольными выступами (шлицами) и впадинами.
Существуют три способа центрирования сопрягаемых прямобочных шлицевых втулки и вала: по наружному диаметру D (рис.26 а); по внутреннему диаметру d (рис.26 б); по боковым сторонам зубьев b ( рис.26 в).

Рис.8 Центрирование в прямобочных шлицевых соединениях
При назначении допусков формы и расположения элементов шлицевых соединений можно руководствоваться следующими рекомендациями (рис.9).
1) для прямобочных шлицевых соединений:
· допуски параллельности плоскости симметрии зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм: 0,03 мм - в соединениях повышенной точности, определяемой допусками размеров b от IТ6 до IT8; 0,05 мм - в соединениях нормальной точности при допусках размеров b от IT9 до IT10. При центрировании по боковым сторонам шлиц выбирают дополнительную базу - ось одной из нецентрирующих поверхностей шлицевого вала (обычно с более жестким допуском);
· допуски радиального биения центрирующих поверхностей шлицев относительно общей оси посадочных поверхностей под подшипники следует назначать по 7-ой степени точности ГОСТ 24643 при допусках центрирующих поверхностей 6.8 квалитетов и по 8-ой степени точности при допусках центрирующих поверхностей 9.10 квалитетов;
2) для эвольвентных шлицевых соединений предельные значения радиального биения Fr и допуска направления зуба Fβ следует принимать по ГОСТ 6033.
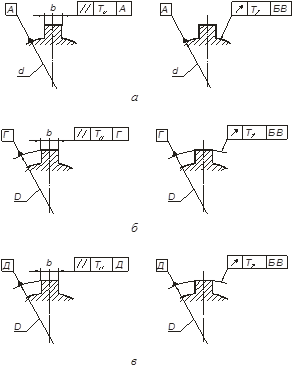
Рис.9 Обозначения допусков параллельности и радиального биения элементов наружной шлицевой поверхности:
а - при центрировании по внутреннему диаметру;
б - при центрировании по наружному диаметру;
в - при центрировании по боковым сторонам шлиц.