Курсовая работа: Разработка автоматической линии для обработки детали типа Вал
1.3 Нормирование технологического процесса
Нормируются только те операции, которые подлежат автоматизации. В составленном выше технологическом процессе целесообразно автоматизировать фрезерно-центровальную, токарную и вертикально-фрезерную операции, так как эти операции наиболее близки по длительности и не прерываются другими операциями.
Нормирование технологического процесса состоит в назначении режимов обработки и определении рабочего времени переходов. Для каждого перехода по [2, с.36-379] были назначены и рассчитаны по известным зависимостям подача, скорость резания, частота вращения шпинделя, величины перебегов и врезания, рабочее время переходов. Результаты сведены в таблицу [Приложение А].
На основании нормирования технологического процесса определим технологическую производительность для неавтоматизированного процесса:
 шт/мин
шт/мин
где ![]() – машинное время выполнения составной операции;
– машинное время выполнения составной операции;
![]() 0,153 + 22,789 + 1,126 = 24,568мин.
0,153 + 22,789 + 1,126 = 24,568мин.
1.4 Определение перечня холостых операций
Перечень холостых операций назначен с условием того, что токарные операции будут производиться на одном однопозиционном токарном станке с ЧПУ, а фрезерные – на одном однопозиционном вертикально-фрезерном станке.
Таблица 1– Перечень холостых операций
| Наименование рабочей операции | Наименование холостой (обеспечивающей) операции |
| 10 Фрезерно-центровальная | 1.1 Ориентировать деталь |
| 1.2 Подать деталь в рабочую зону | |
| 1.3 Закрепить деталь | |
| 1.4 Подвести фрезы на быстром ходу | |
| 1.5 Отвести фрезы на быстром ходу | |
| 1.6 Подвести центровочные свёрла на быстром ходу | |
| 1.7 Отвести центровочные свёрла на быстром ходу | |
| 1.8 Раскрепить деталь | |
| 1.9 Удалить деталь из рабочей зоны | |
| 15 Токарная | 2.1 Ориентировать деталь |
| 2.2 Подать деталь в рабочую зону | |
| 2.3 Закрепить деталь | |
| 2.4 Подвести резец на быстром ходу | |
| 2.5 Отвести резец на быстром ходу | |
| 2.6 Раскрепить деталь | |
| 2.7 Закрепить деталь | |
| 2.8 Подвести резец на быстром ходу | |
| 2.9 Отвести резец на быстром ходу | |
| 2.10 Раскрепить деталь | |
| 2.11 Удалить деталь из рабочей зоны | |
| 20 Вертикально-фрезерная | 3.1 Ориентировать деталь |
| 3.2 Подать деталь в рабочую зону | |
| 3.3 Закрепить деталь | |
| 3.4 Подвести инструмент на быстром ходу | |
| 3.5 Отвести инструмент на быстром ходу | |
| 3.10 Раскрепить деталь | |
| 3.11 Удалить деталь из рабочей зоны |
1.5 Анализ базового операционного процесса по критерию обеспечения заданной сменной производительности
Определим ожидаемую производительность системы технологического оборудования за смену для неавтоматизированного производства:
 шт/см;
шт/см;
где ![]() – коэффициент использования линии, принимаем
– коэффициент использования линии, принимаем ![]() =0,75
=0,75
Требуемая серийная производительность:
![]() шт/см.
шт/см.
Так как заданная (требуемая) суточная производительность Qтр=72 шт/см, то необходимо синтезировать вариант АЛ которая позволила бы обеспечить заданную производительность.
2.СИНТЕЗ ВАРИАНТОВ КОМПОНОВОК АВТОМАТИЧЕСКИХ ЛИНИЙ С ЖЕСТКОЙ СВЯЗЬЮ
2.1 Синтез вариантов компоновок АЛ обеспечивающих заданную производительность
Если не менять техпроцесс, а просто базовое оборудование объединить в линию (здесь число позиций q=2) (рис.1), то можно повысить производительность:
 шт/см.
шт/см.

Рисунок 1 - Схема АЛ состоящая из базовых станков q=3
Производительность такой линии немного возросла, но она не удовлетворяет требуемой.
Если увеличить число параллельных потоков p=2, то производительность линии увеличивается соответственно в 2 раза (рис. 2).
QАЛ2 =2*QАЛ1 =2*13=26 шт/см.
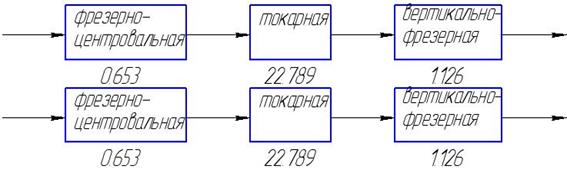
Рисунок 2 - Схема АЛ состоящая из двух потоков m=2, q=3
Производительность такой линии также не удовлетворяет требуемой.