Курсовая работа: Разработка автоматической линии
-
300
6,0
18
109
1,6
В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с обработкой отверстий и фрезерованием канавок. Таким образом, для данной линии не учитываются токарные и шлифовальные операции, но проектируемая линия всё равно должна обеспечивать указанную в задании производительность.
Для этого произведем анализ возможных структур линии и выберем наиболее рациональную из них.
2 Определение рациональной структуры автоматической линии
2.1 Расчет требуемой производительности автоматической линии
Ожидаемая производительность линии в условиях неавтоматизированного производства рассчитывается по формуле:
 (шт./смену),
(шт./смену),
где ![]() - машинное время выполняемых операций;
- машинное время выполняемых операций;
![]() - время выполнения холостых операций
- время выполнения холостых операций ![]()
Для рассчитываемой линии суммарное машинное время составляет:

Определим ожидаемую производительность для данного технологического процесса:
![]() (шт./смену).
(шт./смену).
При проектировании автоматической линии необходимо учитывать, что максимальная производительность линии не должна превышать требуемую производительность больше чем на 15 %.Таким образом максимальная производительность для данной линии составляет:
![]() (шт./смену).
(шт./смену).
Рассмотрим насколько вариантов компоновок автоматических линий.
При составлении линии из 12 станков расположенных по ходу технологического процесса получаем линию следующего вида (рис. 2.1)

Рисунок 2.1- Вариант компоновки оборудования автоматической линии
Для этой линии лимитирующим является время ![]() с. Тогда производительность такой линии составляет:
с. Тогда производительность такой линии составляет:
 (шт./смену).
(шт./смену).
Данное количество изделий не входит в диапазон допустимой производительности, по этому сократим лимитирующее время, добавив станок – дублер на последней операции технологического процесса (рис. 2.2).
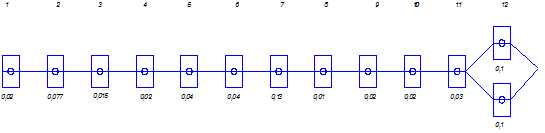
Рисунок 2.2- Вариант компоновки оборудования автоматической линии