Курсовая работа: Разработка автоматической линии
 (шт./смену).
(шт./смену).
Производительность такой линии также не входит в требуемый диапазон производительности. Добавляем станки – дублеры на 7-й и 12-й операциях, получаем линию вида (рис. 2.3).
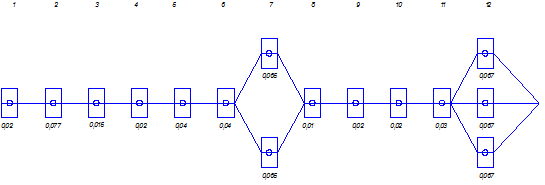
Рисунок 2.3- Вариант компоновки оборудования автоматической линии
Здесь лимитирующим временем является ![]() с, а производительность такой линии составляет:
с, а производительность такой линии составляет:
 (шт./смену).
(шт./смену).
Так как данная линия снова не обеспечивает необходимую производительность, то введем дополнительные станки-дублеры на 2-й и 7-й операциях. Получим линию вида (рис. 2.4).
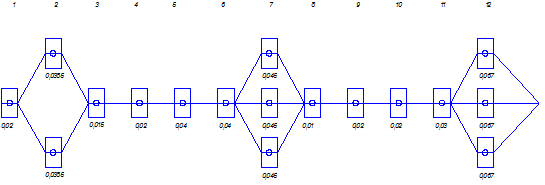
Рисунок 2.4- Вариант компоновки оборудования автоматической линии
Лимитирующим временем является такой линии составляет ![]() с. ,а производительность:
с. ,а производительность:
 (шт./смену).
(шт./смену).
Производительность такой линии удовлетворяет предъявляемым к ней требованиям.
Для реализации данного технологического процесса возможно применение и другой компоновки оборудования, представленной на рис.11,1, при которой применяется дифференциация процессов вместо применения станков – дублеров (рис. 2.5).
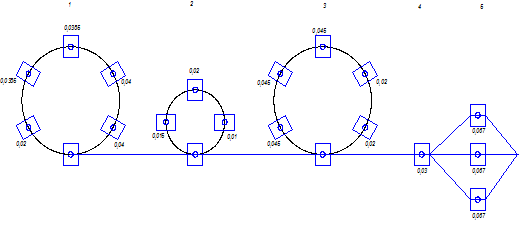
Рисунок 2.5- Вариант компоновки оборудования автоматической линии
Проведя более глубокий анализ, определим, какой из двух последних вариантов компоновки является более экономически целесообразным.
2.2 Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится по формуле:
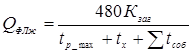 ,
,
Где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() );
);
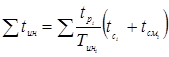
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]()
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловвые потери по оборудованию.
- ожидаемые внецикловвые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
Сведем данные по всем инструментам в таблицу 2.1
Таблица 2.1-Расчет времени потерь по инструменту
|
К-во Просмотров: 991
Бесплатно скачать Курсовая работа: Разработка автоматической линии
|