Курсовая работа: Разработка бункерно-ориентирующего устройства для ориентации заготовок в пространстве и подачи
Исходные данные:
Производительность Q=120 шт/мин;
1. Маршрут обработки детали
А 005 Токарно-винторезная
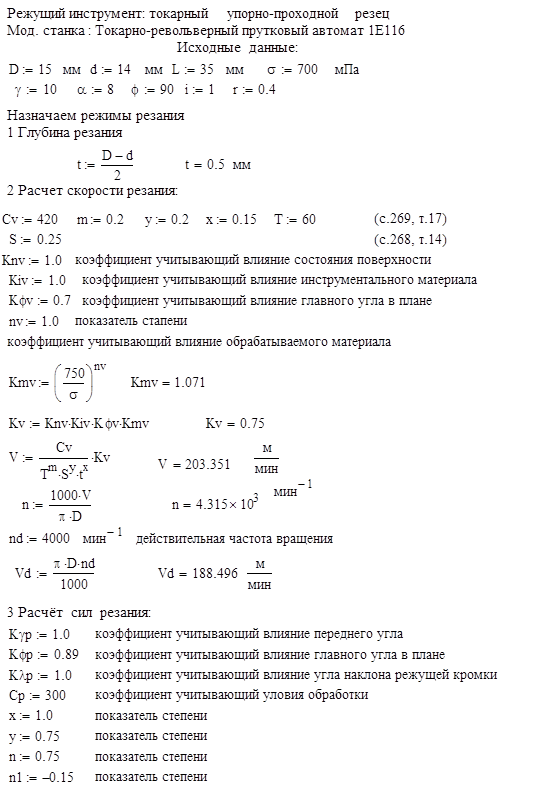
Б Токарно-револьверный одношпиндельный прутковый автомат мод 1Е116
О Установить, закрепить деталь. Точить пов.Ø14 на длину L=35мм; точить канавку b=5 на глубину 4,5мм, выдерживая диаметральный размер Ø5 и размер с правого торца l=25мм, предварительно и окончательно. Отрезать выдерживая размер с правого торца L=35мм.
Т Патрон 3-ёх кулачковый по ГОСТ 2675-80; резец проходной упорный, Т5К10; резец проходной упорный, Т15К6; резец канавочный b=5мм, Т5К10; резец отрезной Т5К10.
А 010 Круглошлифовальная
Б Бесцентрово-шлифовальный полуавтомат 3М184И
О Установить заготовку между шлифовальными кругами. Шлифовать Ø14 окончательно.
Т Круги шлифовальные: ПП-24А-40Н-СМ-5-К8-35м/с - А-2кл - 500х150 и ПП-24А-40Н-СМ-5-К8-35м/с - А-2кл - 350х150
2. Анализ детали на технологичность
Данная деталь вал, представляет собой деталь типовой конфигурации, гладкий цилиндр Ø14, L=35мм, с канавкой bхh=5х4,5мм на расстоянии l=25мм от правого торца. В конструкции детали не присутствует сложнопрофильных поверхностей и элементов усложняющих тех.процесс изготовления детали.
Режущий инструмент, применяемый для обработки данной детали, подчиняется нормам унификации и стандартизации.
Конструкция данной детали позволяет применять производительные методы механической обработки. А именно использование современных инструментальных материалов при токарной обработке, это позволяет значительно увеличить глубины резания и подачи (при незначительном увеличении сил резания) на этапах предварительного точения, уменьшить подачи и повысить скорости резания - на этапах чистового точения и в некоторых случаях исключить операцию шлифования.
Простановка размеров на чертеже обеспечивает возможность автоматического получения размеров на настроенных станках, автоматах и полуавтоматах, для этого следует пересчитать линейные размеры наружных поверхностей от одной базы. При этом конфигурация детали способствует обработки ее на станках настроенных на размер, т.к. наружная поверхность представляет собой гладкий цилиндр, но присутствуют канавка, усложняющая наружную обработку.
Шероховатость поверхностей детали находится в достижимых пределах. Минимальная шероховатость составляет Ra2,5 и достигается шлифованием, максимальная – Rz20, достигается точением.
В целом деталь очень проста в изготовлении и технологична по всем качественным и количественным показателям.
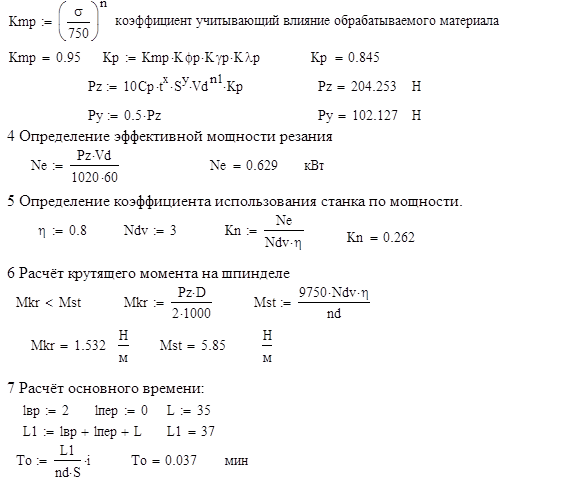
3. Расчет режимов резания
Станок: Бесцентрово-шлифовальный полуавтомат 3М184И
Глубина шлифования t=0,04 мм;
Диаметр шлифования d=14 мм;
Продольная подача S=0,5 м/мин;
Скорость заготовки VЗ =60 м/мин
Эффективная мощность
![]()
где СN =0,1; r=0,85; x=0,6; y=0,7; q=0,5 – коэф.характеризующие вид шлифования